

Introduction: How to Build Your Everything Really Really Fast














A few years ago, I wrote a short document on methods for rapidly fabricating elements of mechanical systems entitled How to Build Your Robot Really Really Fast. It was catered towards students in MIT's 2.007 introductory design and manufacturing class for which I was a lab assistant at the time. The basic premise of the document was ways to build the structure and framework of a robot quickly using the tools available in the class, such as basic 'garage' tools like drill presses, saws, and sanders, as well as rapid prototyping and digital fabrication tools like abrasive waterjet cutters and laser cutters, weighing the tradeoffs of 'build it now' versus 'design it now and have the machine make it later'. At the time, it was a compilation of my own experiences with those tools up to that point, and so its scope was fairly limited.
However, times have changed, and so have my experiences and views on the applicability of the methods presented in the document. New ones have been tried, and old ones have been refined. With access to the aforementioned digital fabrication processes by more makers and students proceeding at a ever-expanding pace, I decided it was perhaps time to rewrite the document in a fashion that made it more generally accessible to mechanical project builders.
And because I was sick of getting questions asking about why my t-nuts are no longer flat-bottomed. If the answer interests you, then keep reading!
Organization
The underlying message will be techniques used in design for assembly. Now, strictly speaking, I use the term it in a much different context than the manufacturing industry's usage. But I believe the intents are the same: to design parts which are easy or quick to put together into the final product without complicated assembly steps. While for Sony it might have meant making all the parts of the Walkman insert and mate vertically, for hobbyists and "one-off" makers, this means trying to reduce the amount of hand-filing and fitting and drilling things in place, making "one way parts" which do not function if oriented incorrectly, etc. Common problems that many project builders run into.
So, this Instructable will be organized into several larger sections that address categories of challenges. For example, attaching parallel plates or making pinned joints. From there, there will be pages as necessary to demonstrate specific methods and parts usage techniques. I'll try to include content that spans the spectrum of tool accessibility - from simple garage tools to a full RP facility including laser cutters and waterjet cutters. On each page, I'll try to discuss a little about the recommended tools.
Periodically, in the sections, I'll link to a resource that is useful on its own. For example, I'll most likely link to Professor Alexander Slocum's Fundamentals of Design many times - it really is a treatise on the principles underlying mechanical engineering, focusing on machine and mechanism design. It's unproductive, then, for me to merely repeat his words. Other sides like roymech.co.uk are historical favorite go-tos for me, and will also be linked profusely.
The methods and examples presented will be primarily conceptual in nature, because they are generalizable to assemblies of different scales. I'll include generous amounts of finite element simulations of structures and components in order to show the concept isolated by itself. As with all of my writings, math and formal analysis is only brought up when needed to cement a concept or is critical to preventing massive systemic failure. Your mechanical engineering and manufacturing professors will likely be disappointed.
Caveats
By no means is this going to be comprehensive overview of all design and assembly techniques. That's practically impossible, and I believe also counterproductive. Part of the joy of engineering and building & making is the discovery of your own "style", the compilation of your own set of favorite techniques for approaching a problem. Inevitably, you will come up with a new custom solution to a problem. Hence, trying to list exhaustively how to mate thing A to thing B will artificially limit the search space of solutions, and make it very easy to 'pick one, copy, and paste' without understanding why a certain action is needed.
It is also not intended as a totally fresh introduction to mechanical engineering. That is, the question "what is a screw?" will not be answered. I am assuming that you have at least a passing familiarity with engineering terms like bolts, screw, axles, washers, nuts, and some knowledge of what machining processes do such as turning and milling. If you don't, well, perhaps the substantial links and resources presented will change that!
All documents of this format will inevitably be clouded by the author's style or flavor, and I make no pretensions to the contrary. The methods and parts used will be reflective of what I've done personally and what I've seen done by others in my local peer cloud, and the pictures and diagrams will probably be from my own past projects or those of my peers. It's not my intention to make sure all of these become widespread, but more information and knowledge transfer is preferable, in my opinion, to less.
It's important to note that practicians of classic 3D subtractive machining will probably not gain much from this Instructable. In my opinion, 3D machining (e.g. milling, turning, manual or CNC) is an entire means of building on its own, since it has very high equipment capital costs and associated learning curves. 2D production techniques are still substantially easier for people to gain access to, or hire out for lesser cost than having a machine shop. So, this will not be a "how to machine" guide.
However, times have changed, and so have my experiences and views on the applicability of the methods presented in the document. New ones have been tried, and old ones have been refined. With access to the aforementioned digital fabrication processes by more makers and students proceeding at a ever-expanding pace, I decided it was perhaps time to rewrite the document in a fashion that made it more generally accessible to mechanical project builders.
And because I was sick of getting questions asking about why my t-nuts are no longer flat-bottomed. If the answer interests you, then keep reading!
Organization
The underlying message will be techniques used in design for assembly. Now, strictly speaking, I use the term it in a much different context than the manufacturing industry's usage. But I believe the intents are the same: to design parts which are easy or quick to put together into the final product without complicated assembly steps. While for Sony it might have meant making all the parts of the Walkman insert and mate vertically, for hobbyists and "one-off" makers, this means trying to reduce the amount of hand-filing and fitting and drilling things in place, making "one way parts" which do not function if oriented incorrectly, etc. Common problems that many project builders run into.
So, this Instructable will be organized into several larger sections that address categories of challenges. For example, attaching parallel plates or making pinned joints. From there, there will be pages as necessary to demonstrate specific methods and parts usage techniques. I'll try to include content that spans the spectrum of tool accessibility - from simple garage tools to a full RP facility including laser cutters and waterjet cutters. On each page, I'll try to discuss a little about the recommended tools.
Periodically, in the sections, I'll link to a resource that is useful on its own. For example, I'll most likely link to Professor Alexander Slocum's Fundamentals of Design many times - it really is a treatise on the principles underlying mechanical engineering, focusing on machine and mechanism design. It's unproductive, then, for me to merely repeat his words. Other sides like roymech.co.uk are historical favorite go-tos for me, and will also be linked profusely.
The methods and examples presented will be primarily conceptual in nature, because they are generalizable to assemblies of different scales. I'll include generous amounts of finite element simulations of structures and components in order to show the concept isolated by itself. As with all of my writings, math and formal analysis is only brought up when needed to cement a concept or is critical to preventing massive systemic failure. Your mechanical engineering and manufacturing professors will likely be disappointed.
Caveats
By no means is this going to be comprehensive overview of all design and assembly techniques. That's practically impossible, and I believe also counterproductive. Part of the joy of engineering and building & making is the discovery of your own "style", the compilation of your own set of favorite techniques for approaching a problem. Inevitably, you will come up with a new custom solution to a problem. Hence, trying to list exhaustively how to mate thing A to thing B will artificially limit the search space of solutions, and make it very easy to 'pick one, copy, and paste' without understanding why a certain action is needed.
It is also not intended as a totally fresh introduction to mechanical engineering. That is, the question "what is a screw?" will not be answered. I am assuming that you have at least a passing familiarity with engineering terms like bolts, screw, axles, washers, nuts, and some knowledge of what machining processes do such as turning and milling. If you don't, well, perhaps the substantial links and resources presented will change that!
All documents of this format will inevitably be clouded by the author's style or flavor, and I make no pretensions to the contrary. The methods and parts used will be reflective of what I've done personally and what I've seen done by others in my local peer cloud, and the pictures and diagrams will probably be from my own past projects or those of my peers. It's not my intention to make sure all of these become widespread, but more information and knowledge transfer is preferable, in my opinion, to less.
It's important to note that practicians of classic 3D subtractive machining will probably not gain much from this Instructable. In my opinion, 3D machining (e.g. milling, turning, manual or CNC) is an entire means of building on its own, since it has very high equipment capital costs and associated learning curves. 2D production techniques are still substantially easier for people to gain access to, or hire out for lesser cost than having a machine shop. So, this will not be a "how to machine" guide.
Step 1: General Lessons and Themes







Before I begin the laundry list, there are some high-level points I want to make. These are issues to keep in mind as you adapt the concepts to your own design.
Right angles and in-plane angles are really easy.
If your project is free of design constraints enough that the outer appearance does not play significantly into functionality, then you'll benefit more than if it needs to be pretty and sellable. Most of these methods are really good attaching square things to other square things. It's relatively easy to check for straightness and squareness; not so easy for making sure two parts are mating at a specific angle.
There's also a difference between in-plane angles and compound, that is out of plane and rotated, angles. Because much of this document is founded on planar structures and mechanisms (think anything you can do without lifting your hand off the table), there will be significantly more content on making those types of joints.
3D angles involve at least one frame member or structural element which has an acute angle or bevel angle cut into it. With generally 2D fabrication methods, this is much harder to achieve. There are ways of getting around this, such as approximating a 3D angle using 2D layers, but broadly speaking if there are compound angles in your design, custom legwork and 3D machining might be the only practical solution.
Speaking of constraints...
Constraining things properly is hard, but essential.
What I mean in this case is physical, mechanical constraints. All physical objects (that exist in 3 dimensions, anyway) have 6 degrees of freedom, and the goal of making a successful structure or mechanism is to eliminate all of the ones we don't want. This involves the use of pin joints, planar/face mates, and fasteners strategically such that nothing is just flopping around unsupported.
A related concept is the "structural loop", which concentrates specifically on those floppy unsupported parts. It's the path through which forces are reacted against in the device. Essentially, if your device was made of a very poorly cooked, rubbery Jello, what would move the most? And can you add elements that don't interfere with the function of the design to make it less movable?
Hopefully by the end of reading through this document you will have a better understanding of how critical constraining parts in directions which optimally load the material is to creating a device which isn't misaligned and floppy. If I can't beat it into you, then surely Fundamentals can.
No Mostly-Tightened Nuts!
One hallmark of a "newbie" build is the amount of screws that have to be tightened a very specific amount, or nuts and bolts that have to be left very slightly loose. Any deviation results in a floppy arm or slanted wheel, or just total lockup of the mechanism in question. This means your device is always teetering on the edge of being too bent and wubby to function - any unexpected loads will probably cause total disappointment.
Bolts and screws work, fundamentally, by creating compression forces between the parts they are holding together. The compression forces, commonly called preload, determine to a degree how stiff the joint is because immense friction is created at the part interface thanks to those compression forces. The basic idea is that the preload force must be overcome before the structure will even begin thinking of maybe shifting, just a tiny bit. Hence, properly designed machine structures are predictably stiff in their operating regimes. And, if your parts are otherwise constrained, or even overconstrained, excursions outside of its design load can even be tolerated without failure.
My mission is to deter you from creating such abominations by hammering it in from the beginning that all your fasteners have to be tight. A large part of this document will be dedicated specifically to how to constrain rotating members and pin joints as a result.
Right angles and in-plane angles are really easy.
If your project is free of design constraints enough that the outer appearance does not play significantly into functionality, then you'll benefit more than if it needs to be pretty and sellable. Most of these methods are really good attaching square things to other square things. It's relatively easy to check for straightness and squareness; not so easy for making sure two parts are mating at a specific angle.
There's also a difference between in-plane angles and compound, that is out of plane and rotated, angles. Because much of this document is founded on planar structures and mechanisms (think anything you can do without lifting your hand off the table), there will be significantly more content on making those types of joints.
3D angles involve at least one frame member or structural element which has an acute angle or bevel angle cut into it. With generally 2D fabrication methods, this is much harder to achieve. There are ways of getting around this, such as approximating a 3D angle using 2D layers, but broadly speaking if there are compound angles in your design, custom legwork and 3D machining might be the only practical solution.
Speaking of constraints...
Constraining things properly is hard, but essential.
What I mean in this case is physical, mechanical constraints. All physical objects (that exist in 3 dimensions, anyway) have 6 degrees of freedom, and the goal of making a successful structure or mechanism is to eliminate all of the ones we don't want. This involves the use of pin joints, planar/face mates, and fasteners strategically such that nothing is just flopping around unsupported.
A related concept is the "structural loop", which concentrates specifically on those floppy unsupported parts. It's the path through which forces are reacted against in the device. Essentially, if your device was made of a very poorly cooked, rubbery Jello, what would move the most? And can you add elements that don't interfere with the function of the design to make it less movable?
Hopefully by the end of reading through this document you will have a better understanding of how critical constraining parts in directions which optimally load the material is to creating a device which isn't misaligned and floppy. If I can't beat it into you, then surely Fundamentals can.
No Mostly-Tightened Nuts!
One hallmark of a "newbie" build is the amount of screws that have to be tightened a very specific amount, or nuts and bolts that have to be left very slightly loose. Any deviation results in a floppy arm or slanted wheel, or just total lockup of the mechanism in question. This means your device is always teetering on the edge of being too bent and wubby to function - any unexpected loads will probably cause total disappointment.
Bolts and screws work, fundamentally, by creating compression forces between the parts they are holding together. The compression forces, commonly called preload, determine to a degree how stiff the joint is because immense friction is created at the part interface thanks to those compression forces. The basic idea is that the preload force must be overcome before the structure will even begin thinking of maybe shifting, just a tiny bit. Hence, properly designed machine structures are predictably stiff in their operating regimes. And, if your parts are otherwise constrained, or even overconstrained, excursions outside of its design load can even be tolerated without failure.
My mission is to deter you from creating such abominations by hammering it in from the beginning that all your fasteners have to be tight. A large part of this document will be dedicated specifically to how to constrain rotating members and pin joints as a result.
Step 2: Magical Finger Joints: Joining Plates at Right Angles












You might have noticed that pretty much everything shown at the beginning had little slots and tabs in it. This has become a popular method of making 3D structures from 2D plates, spurred on by the digital fab movement starting some time in the 2000s. The name for the joint style is called "finger joint" after the woodworking technique from which it was derived.
These joints are advantageous to make because they positively locate features, to within the tolerances of the material and process, anyway. This is because the tabs must necessarily align and fit into the slots.
Additionally, they create structures which react to loads through the material. Finger jointed structures tend to rely on fasteners only to hold the structure together from expanding outwards i.e. unseating the finger joints. Otherwise, loads are directly transmitted through the fingers.
Prudent design is still necessary to ensure that the fingered edges are not loaded along the thickness axis, in which they are weakest, i.e. flapping using the finger joint as a hinge. A finite element analysis simulation is shown in image 6 - notice how significant stress builds up in the finger joints when the plates are bent. This will be discussed along with methods of preventing it.
Open (Underconstrained) Finger Joints
The simplest method of joining perpendicular plates with finger joints. This isn't so much a joint as an alignment feature, without anything else (e.g. fasteners or welding) to keep the joint together. The joint is only strong in the direction of the edge, where the fingers are loaded in compression. This type of joint, especially with no backup, is vulnerable to bending Think opening up a stiff book.
Closed (Fully Constrained) Finger Joints
These joints have one part with fingers and the other with fully closed slots. More strictly, it can be interpreted as a type of mortise joint. The fully enveloping slot captures the fingered piece well in all 6 degrees of freedom, if fastened with screws, but suffers from the same "edge hinging" bending vulnerability without additional support.
These are more difficult to make correctly because material thickness tolerances can impact whether or not the slots fit significantly. This is discussed in more detail in Step 5, tolerancing.
Regular Patterns
There exist two popular 'schools of thought' when it comes to how many finger joints to use. One of them is what I term 'sparse' finger joints, in which a single joint consists of two slots and one fastening hole. That pattern itself is patterned several times, usually at least three - one on each end of the material, and one to hold down the center.
The other is what I call "edge stitching" in which the entire edge has a regular zig-zag pattern of fingers and mating slots. The distance between the 'peaks and valleys' is constant, and repeated for as long as possible. However, unless the part dimensions are a multiple of the slot width, there may be irregularities at the ends.
For example, 0.5" wide slots and tabs work well with a 2.5" (or, really any x.5") part width. If the part were instead wider, then the outermost two slots and mating tabs get increasingly wider. The same principle works in metric part lengths. For 12mm slots to be patterned regularly, the parts must be an odd number times 12mm. The extra lengths generally aren't design problems, but for aesthetics, such as a "closing the box" design, it may be important. More on this subject is found in Step 6, making boxes.
Direct Welding
Notice that there's been no discussion so far on how to join the actual edges. Later on, I'll introduce methods of attaching the plates to each other with fasteners, but I do want to discuss welding.
While these joints have historically been the domain of plastics and wood, there are now an increasing number of project which use finger joints as alignment features in steel or aluminum with the intent of welding the joint closed. Welding is perhaps the strongest if done well and is also the least "bulky" method. This has been used to success on fabricated steel structures, such as giant hexapod legs.
In aluminum, TIG welding must be used, or alternatively, a zinc-aluminum braze. The former creates a strong, nearly homogenous weld, while the latter is more of a surface bond similar to regular brazing. However, the aluminum brazing alloy tends to dissolve into the joint, increasing its strength, but not over a properly TIG welded joint.
Gluing
Also falling under the no-fasteners joining methods, adhesives can also be used effectively with finger joints. Most plastics, for instance, can be glued with a chemical cement, epoxy, or superglue (cyanoacrylate).
Cementing is particular well suited to plastics such as acrylic, PVC, and polycarbonate because the solvents tend to be very thin, seeping into the tight joints between slot and tab. Plastic cement, as opposed to "glue", is made primarily of monomers of the plastic embedded in a solvent - it actually melts the joint and fuses it again as one piece.
Wood also responds well to gluing, though my experience in this is limited to standard yellow PVA glue and thick CA glue only; woodworking is not one of my strengths.
Finite Tool Diameters
It's often easy to model waterjet and laser-cut pieces as having infinitely sharp square corners because the tool kerfs are usually very small (0.01" or less for lasers, and usually 0.03 to 0.04" for waterjets). It is wholly possible to use these finger joint techniques with a CNC router, also a popular 2D fabrication tool. Because the tool radiii are very large, features called "corner passes" are often added.
This is what it sounds like. The routing bit or endmill literally passes the corner, keeps cutting for a little while, then backs up and begins to cut perpendicularly. This extra travel ensures that the radised portion of the cut is not interfering with the finger of the mating piece. The corner pass is generally no more than 1 tool radius and can even be less in flexible, compliant materials like wood. The resulting slot would be more constricted at the corners, needing more force to assemble.
These joints are advantageous to make because they positively locate features, to within the tolerances of the material and process, anyway. This is because the tabs must necessarily align and fit into the slots.
Additionally, they create structures which react to loads through the material. Finger jointed structures tend to rely on fasteners only to hold the structure together from expanding outwards i.e. unseating the finger joints. Otherwise, loads are directly transmitted through the fingers.
Prudent design is still necessary to ensure that the fingered edges are not loaded along the thickness axis, in which they are weakest, i.e. flapping using the finger joint as a hinge. A finite element analysis simulation is shown in image 6 - notice how significant stress builds up in the finger joints when the plates are bent. This will be discussed along with methods of preventing it.
Open (Underconstrained) Finger Joints
The simplest method of joining perpendicular plates with finger joints. This isn't so much a joint as an alignment feature, without anything else (e.g. fasteners or welding) to keep the joint together. The joint is only strong in the direction of the edge, where the fingers are loaded in compression. This type of joint, especially with no backup, is vulnerable to bending Think opening up a stiff book.
Closed (Fully Constrained) Finger Joints
These joints have one part with fingers and the other with fully closed slots. More strictly, it can be interpreted as a type of mortise joint. The fully enveloping slot captures the fingered piece well in all 6 degrees of freedom, if fastened with screws, but suffers from the same "edge hinging" bending vulnerability without additional support.
These are more difficult to make correctly because material thickness tolerances can impact whether or not the slots fit significantly. This is discussed in more detail in Step 5, tolerancing.
Regular Patterns
There exist two popular 'schools of thought' when it comes to how many finger joints to use. One of them is what I term 'sparse' finger joints, in which a single joint consists of two slots and one fastening hole. That pattern itself is patterned several times, usually at least three - one on each end of the material, and one to hold down the center.
The other is what I call "edge stitching" in which the entire edge has a regular zig-zag pattern of fingers and mating slots. The distance between the 'peaks and valleys' is constant, and repeated for as long as possible. However, unless the part dimensions are a multiple of the slot width, there may be irregularities at the ends.
For example, 0.5" wide slots and tabs work well with a 2.5" (or, really any x.5") part width. If the part were instead wider, then the outermost two slots and mating tabs get increasingly wider. The same principle works in metric part lengths. For 12mm slots to be patterned regularly, the parts must be an odd number times 12mm. The extra lengths generally aren't design problems, but for aesthetics, such as a "closing the box" design, it may be important. More on this subject is found in Step 6, making boxes.
Direct Welding
Notice that there's been no discussion so far on how to join the actual edges. Later on, I'll introduce methods of attaching the plates to each other with fasteners, but I do want to discuss welding.
While these joints have historically been the domain of plastics and wood, there are now an increasing number of project which use finger joints as alignment features in steel or aluminum with the intent of welding the joint closed. Welding is perhaps the strongest if done well and is also the least "bulky" method. This has been used to success on fabricated steel structures, such as giant hexapod legs.
In aluminum, TIG welding must be used, or alternatively, a zinc-aluminum braze. The former creates a strong, nearly homogenous weld, while the latter is more of a surface bond similar to regular brazing. However, the aluminum brazing alloy tends to dissolve into the joint, increasing its strength, but not over a properly TIG welded joint.
Gluing
Also falling under the no-fasteners joining methods, adhesives can also be used effectively with finger joints. Most plastics, for instance, can be glued with a chemical cement, epoxy, or superglue (cyanoacrylate).
Cementing is particular well suited to plastics such as acrylic, PVC, and polycarbonate because the solvents tend to be very thin, seeping into the tight joints between slot and tab. Plastic cement, as opposed to "glue", is made primarily of monomers of the plastic embedded in a solvent - it actually melts the joint and fuses it again as one piece.
Wood also responds well to gluing, though my experience in this is limited to standard yellow PVA glue and thick CA glue only; woodworking is not one of my strengths.
Finite Tool Diameters
It's often easy to model waterjet and laser-cut pieces as having infinitely sharp square corners because the tool kerfs are usually very small (0.01" or less for lasers, and usually 0.03 to 0.04" for waterjets). It is wholly possible to use these finger joint techniques with a CNC router, also a popular 2D fabrication tool. Because the tool radiii are very large, features called "corner passes" are often added.
This is what it sounds like. The routing bit or endmill literally passes the corner, keeps cutting for a little while, then backs up and begins to cut perpendicularly. This extra travel ensures that the radised portion of the cut is not interfering with the finger of the mating piece. The corner pass is generally no more than 1 tool radius and can even be less in flexible, compliant materials like wood. The resulting slot would be more constricted at the corners, needing more force to assemble.
Step 3: Finger Joints for Non-Perpendicular Angles





It is possible to use these joints for non-perpendicular angles. However, it's important to clarify what is meant by "nonperpdendicular angle".
Refer to the mate seen in the first image. Because the assumption is that these 2D fabricated pieces have straight sides. After all, we're not talking about 5-axis machining here! To intersect two plates at a non-perpendicular angle, there can only be edge contact, plus several much smaller planar (face) contacts.
The second image, which shows the sloped side of Jamison Go's robot Dominant Mode from the title section, is technically a perpendicular joint. That is, if the sides of the cut pieces are all perfectly square and perpendicular, there exist planar contact amongst the faces in the finger joint. One of the pieces involved in the joint may be trapezoidal, but from its perspective, the mating piece extends straight 90 degrees out in space.
Non-perpendicular joints are not handled well by 2D construction methods. There will be large gaps involved, and the face contact area is reduced significantly compared to a perpendicular one. But perhaps most importantly, there's not really a way to fasten the pieces together.
Tab and Slot Length
The 3rd image shows a geometrically derived nonperpendicular joint with equations for the length of the slot and tab with respect to angle. The driving factors are the two material thicknesses t and T, and the joint (included) angle θ. Notice that the equation degenerates into trivial form as the angle becomes perpendicular - at 90 degrees, the length of the slot is just the mating material thickness T. At 0 degrees, the slot is infinitely long, because why are you trying to make objects intersect in real life?
Gusseting
A gusset might be one solution to fastening mating plates at non-perpendicular angles. Basically a triangle which mates with the two plates and gives them structural support, and commonly seen in welded tube frames as triangles in the corners.
We extend the concept here to use an open or closed finger joint setup to brace the two mating plates with a 3rd orthogonal plane of material. With a gusset, these joints can become reasonably strong, but only if the gusset itself is well-secured. Care should be taken to make sure the final assembly is actually, you know, assemble-able. A closed gusset might make one plate impossible to slide on and secure!
Overall, though, my opinion of nonperpendicular angles is that they shouldn't be recommended practice because of the ugly panel gaps and reduced strength. This doesn't mean I haven't built any...
Refer to the mate seen in the first image. Because the assumption is that these 2D fabricated pieces have straight sides. After all, we're not talking about 5-axis machining here! To intersect two plates at a non-perpendicular angle, there can only be edge contact, plus several much smaller planar (face) contacts.
The second image, which shows the sloped side of Jamison Go's robot Dominant Mode from the title section, is technically a perpendicular joint. That is, if the sides of the cut pieces are all perfectly square and perpendicular, there exist planar contact amongst the faces in the finger joint. One of the pieces involved in the joint may be trapezoidal, but from its perspective, the mating piece extends straight 90 degrees out in space.
Non-perpendicular joints are not handled well by 2D construction methods. There will be large gaps involved, and the face contact area is reduced significantly compared to a perpendicular one. But perhaps most importantly, there's not really a way to fasten the pieces together.
Tab and Slot Length
The 3rd image shows a geometrically derived nonperpendicular joint with equations for the length of the slot and tab with respect to angle. The driving factors are the two material thicknesses t and T, and the joint (included) angle θ. Notice that the equation degenerates into trivial form as the angle becomes perpendicular - at 90 degrees, the length of the slot is just the mating material thickness T. At 0 degrees, the slot is infinitely long, because why are you trying to make objects intersect in real life?
Gusseting
A gusset might be one solution to fastening mating plates at non-perpendicular angles. Basically a triangle which mates with the two plates and gives them structural support, and commonly seen in welded tube frames as triangles in the corners.
We extend the concept here to use an open or closed finger joint setup to brace the two mating plates with a 3rd orthogonal plane of material. With a gusset, these joints can become reasonably strong, but only if the gusset itself is well-secured. Care should be taken to make sure the final assembly is actually, you know, assemble-able. A closed gusset might make one plate impossible to slide on and secure!
Overall, though, my opinion of nonperpendicular angles is that they shouldn't be recommended practice because of the ugly panel gaps and reduced strength. This doesn't mean I haven't built any...
Step 4: The T-nut, Crossed-T-nut, Jesus Nut, Slotted-Insert-Nut...










By now, you're probably dying to know what all of those plus signs and vaguely cross-shaped things are doing in many of the pictures presented. No, we're not all making ecclesiastical icons! Those crosses are what I've come to term "t-nuts".
What do you call these, anyway?
There's not an industry standard for these things, and "t-nut" is just my shorthand name. Strictly speaking, "t-nut" or "tee nut" refers to a type of pointy nut you insert into wood to create a strong threaded hole. Alternatively, it goes into the T-slots of a machine table to anchor workpieces, vises, etc.
Many names have been proposed. Slotted-insert nut is one common name, because "insert nut" itself is already a type of nut. Crossed-T nut describes the shape of what you slide the nut into. Yes, I've heard them called Jesus Nuts. Captive slot nuts. Slotted nuts.
Regardless of what they are called, they are used to simulate a tapped hole in the edge of a workpiece by creating a slot into which you slide a machine screw nut.
It should be obvious why these are often used between two finger joints.By itself, the nut can easily deform away and burst the two narrow steps holding it in place under a tensile (pulling-out) load. However, if it is surrounded by finger joints, tensile loading forces will push the finger joints into their slots harder. The tensile strength, then, is generally only limited by the pull-out strength of the screws.
T-nuts and Constraint
Based on the previous statement, it can be seen why a slot and tabbed structure backed by T-nuts can actually be very strong. However, it's important that the nuts be used in multiple planes on each joint and that the joints have proper bracing and gusseting to avoid "opening like a book".
The first image, a machine base by Daniel Fourie, clearly shows an open-finger-joint gusset, but with t-nuts facing into all of the planar surfaces such that the corner is very well constrained.
Flat-bottomed vs. Crossed
The first style of t-nut I used years ago was a parallel discovery. I realized while designing slots in a part to be waterjet-machined that I could widen the bottom of the slot, drop a nut in it, and have a fake tapped hole. This was a very exciting discovery that I used initially, and is in fact forever recorded in history in the How to Build Your Robot Really Really Fast.
However, later research led to me finding that this was in fact a common thing already. And that everyone elses was better: the fully crossed nut.
The reason flat-bottomed nuts are not as strong is because of the potential for the fastener to bottom out at the end of the slot. Screws are made with a length tolerance usually on the order of a hundredth of an inch (0.01", .25mm or so) or more. If the screw hits the bottom of the slot, it will "tighten" the nut against the opposing wall of the slot. But the rest of the screw, then, is without tension. If you design a flat bottomed T-nut to account for the longest screws, then you risk not engaging enough thread in the nut, again creating a weaker scenario. Imagine my disappointment when I discovered I was not the smartest person to have ever lived.
A fully crossed nut, as shown in the 1st and 3rd image, gives some leeway for screw length. The nut can be positioned within the known good lengths of screw thread, while the very tip is made longer than the worst-made screw. Taken to the extreme, the tip can extend even further so you stop caring what length of screw is used!
Critical Dimensions for your T-nuts
The fourth image (the one with actual numbers) is my usual CAD layout when putting in a t-nut. There are 5 critical dimensions, appropriately numbered.
Cautions
There's some design "nonoptimalities" you can easily corner yourself in if you misapply the Art of the T-nut.
Bottom of slot is too close to material edge
Shown in image 5, one of Chibikart's front bumper-splitter mounts, there's a nut very close to the bottom of a slot. The area past the nut to the left has very little meaningful strength. The rectangular edges of these finger joints and t-nuts are basically stress risers and places for cracks to form. It is essential that the bottom of the nut be far from the edge of the material as a result.
Just how far is a matter of how the structure will be loaded. In a situation like image 6 (the U shaped piece) where the plate is backed up by being interlocked into many other plates near by, generally one screw diameter is my safe accepted minimum depth. This is because you can assume the material itself takes most of the loads (assuming the tabs and slots are tightly fitting), and very little is actually transferred into the screw.
However, in a longer beam situation like image 7, the material can deform much more, to the point where the screw and nut are not just providing a tensile load to keep the tabs and slots mated - the nut can actually be loaded against the inner walls of its slot. Being a square, inside edge, this is a great stress riser case study.
One way to get around this is to make "camel humps" where the bottoms of the slots are such that the stresses "flow" around the nut smoothly. The size of the "hump" should make it such that there is at least 1/2 material thickness between the corner of the slot and its closest edge.
What do you call these, anyway?
There's not an industry standard for these things, and "t-nut" is just my shorthand name. Strictly speaking, "t-nut" or "tee nut" refers to a type of pointy nut you insert into wood to create a strong threaded hole. Alternatively, it goes into the T-slots of a machine table to anchor workpieces, vises, etc.
Many names have been proposed. Slotted-insert nut is one common name, because "insert nut" itself is already a type of nut. Crossed-T nut describes the shape of what you slide the nut into. Yes, I've heard them called Jesus Nuts. Captive slot nuts. Slotted nuts.
Regardless of what they are called, they are used to simulate a tapped hole in the edge of a workpiece by creating a slot into which you slide a machine screw nut.
It should be obvious why these are often used between two finger joints.By itself, the nut can easily deform away and burst the two narrow steps holding it in place under a tensile (pulling-out) load. However, if it is surrounded by finger joints, tensile loading forces will push the finger joints into their slots harder. The tensile strength, then, is generally only limited by the pull-out strength of the screws.
T-nuts and Constraint
Based on the previous statement, it can be seen why a slot and tabbed structure backed by T-nuts can actually be very strong. However, it's important that the nuts be used in multiple planes on each joint and that the joints have proper bracing and gusseting to avoid "opening like a book".
The first image, a machine base by Daniel Fourie, clearly shows an open-finger-joint gusset, but with t-nuts facing into all of the planar surfaces such that the corner is very well constrained.
Flat-bottomed vs. Crossed
The first style of t-nut I used years ago was a parallel discovery. I realized while designing slots in a part to be waterjet-machined that I could widen the bottom of the slot, drop a nut in it, and have a fake tapped hole. This was a very exciting discovery that I used initially, and is in fact forever recorded in history in the How to Build Your Robot Really Really Fast.
However, later research led to me finding that this was in fact a common thing already. And that everyone elses was better: the fully crossed nut.
The reason flat-bottomed nuts are not as strong is because of the potential for the fastener to bottom out at the end of the slot. Screws are made with a length tolerance usually on the order of a hundredth of an inch (0.01", .25mm or so) or more. If the screw hits the bottom of the slot, it will "tighten" the nut against the opposing wall of the slot. But the rest of the screw, then, is without tension. If you design a flat bottomed T-nut to account for the longest screws, then you risk not engaging enough thread in the nut, again creating a weaker scenario. Imagine my disappointment when I discovered I was not the smartest person to have ever lived.
A fully crossed nut, as shown in the 1st and 3rd image, gives some leeway for screw length. The nut can be positioned within the known good lengths of screw thread, while the very tip is made longer than the worst-made screw. Taken to the extreme, the tip can extend even further so you stop caring what length of screw is used!
Critical Dimensions for your T-nuts
The fourth image (the one with actual numbers) is my usual CAD layout when putting in a t-nut. There are 5 critical dimensions, appropriately numbered.
- Fastening Length. I usually set this as the nominal length of screw to be used (e.g. 0.5"). This distance is measured from the top of the finger in a finger joint scenario, since screws are usually rated by the length under their heads.
- Thickness of Nut. This depends on the precise nut in use. Generally, this is a regular "finished machine screw nut", so standardized dimensions are available. (Is there such a thing as an unfinished nut?). Here's another table that includes very small screws. The example dimension is 0.095", just barely above the nominal thickness of a U.S. #4-40 nut (which is 3/32", 0.0938" thick). Why 0.095? Find out in the next section!
- Clearance Width of Screw. Again a table-lookup operation, this should be the clearance hole you'd normally drill to pass a screw through. A screw size chart or tap drill chart is invaluable here. The example dimension is 0.120", a reasonably loose fit for a #4 screw.
- Width of Nut. This is usually the width across flats of a hex nut. However, in some materials, the thickness is less than the point-to-point width of the same nut. If a flat surface is needed, then this width must be the width across points. You can find out this dimension with a little bit of geometry. The example width is 0.25" for a #4-40 nut.
- Screw Clearance Depth. This length should be greater than the sloppiest screw in your collection. I often go up to 0.03 (1/32") over.
Cautions
There's some design "nonoptimalities" you can easily corner yourself in if you misapply the Art of the T-nut.
Bottom of slot is too close to material edge
Shown in image 5, one of Chibikart's front bumper-splitter mounts, there's a nut very close to the bottom of a slot. The area past the nut to the left has very little meaningful strength. The rectangular edges of these finger joints and t-nuts are basically stress risers and places for cracks to form. It is essential that the bottom of the nut be far from the edge of the material as a result.
Just how far is a matter of how the structure will be loaded. In a situation like image 6 (the U shaped piece) where the plate is backed up by being interlocked into many other plates near by, generally one screw diameter is my safe accepted minimum depth. This is because you can assume the material itself takes most of the loads (assuming the tabs and slots are tightly fitting), and very little is actually transferred into the screw.
However, in a longer beam situation like image 7, the material can deform much more, to the point where the screw and nut are not just providing a tensile load to keep the tabs and slots mated - the nut can actually be loaded against the inner walls of its slot. Being a square, inside edge, this is a great stress riser case study.
One way to get around this is to make "camel humps" where the bottoms of the slots are such that the stresses "flow" around the nut smoothly. The size of the "hump" should make it such that there is at least 1/2 material thickness between the corner of the slot and its closest edge.
Step 5: Making Boxes, Impossible Assemblies, and Edge Precedence











One of the most common things done with finger joints is to make little boxes and cases and other closed bodies. In fact, one of the first assignments at MIT's well known "How to Build (Almost) Anything Class" is building a small laser cut press-fit thing (example student page). The process of making a box will also help address the importance of closed loops and gusseting in finger joint designs, a topic to be expounded on more in the next step.
Making a Box: Order of Assembly
It's very easy to design yourself an assembly that is impossible to put together in real life if you do not explicitly think about the order in which parts will be put together. Pretty much all CAD programs let you move things into and through each other and edit parts exactly where they are, and it's a trap that people fall into where they start making closed slots around. A closed slot necessitates a perpendicular motion to install the mating part. So, for instance, two parts at 90 degrees with closed slots such as Image 2 is physically impossible to assemble in one motion.
It is therefore critical to decompose your assembly process into discrete perpendicular movements, and come up with your own heuristic for deciding which sides take precedence over others. Here, I define precedence is defined as something which overlaps or fully encloses another piece. The quirk in my working definition is that these pieces get assembled last, but if you ever have to take the thing apart, they must be removed first.
For example, in Image 3 (of my board power test jig), the sides have the most precedence because they enclose all the other slots. They must be put on last, or taken off first, in order to service the device or change the pin layout, etc. An alternative intepretation is that the higher precedence parts can have other parts assembled onto them first - I could choose to mount the 3 inner faces onto one of the side plates first, then shove the other one over it.
Open Finger Joints are Easier to Assemble
The hazard of impossible assemblies is lessened when most of your joints are the open type. Because these do not completely envelop a tab in material, even a fully assembled box can be opened up again. The downside is that the faces are less well constrained and there is more reliance on fastener pressure to keep the assembly together.
In the 5th and 6th images (of Kitmotter's little demo stand), notice the perpendicular fasteners on each face. There is no one face which only has side T-nut slots - if there were, it means that face would be dependent only on friction to hold it in place and could conceivably be pulled out.
Now, practically speaking, Kitmotter's box is not a very strenuous structural application. However, a vehicle frame is - Image 7 shows the side of one of my quickly built scooters "Straight Razer" which only has perpendicular fasteners at the very front and rear of the frame. The middle, unfortunately, tended to bow out over time and with vibration. Even a few sideways fasteners could have prevented this.
The last four images concern the creation of a small, open jointed box. The box is built much like Kitmotter's display stand - if it isn't glued or welded, any of the parts could be taken off by itself to service in the insides.
Making a Box: Order of Assembly
It's very easy to design yourself an assembly that is impossible to put together in real life if you do not explicitly think about the order in which parts will be put together. Pretty much all CAD programs let you move things into and through each other and edit parts exactly where they are, and it's a trap that people fall into where they start making closed slots around. A closed slot necessitates a perpendicular motion to install the mating part. So, for instance, two parts at 90 degrees with closed slots such as Image 2 is physically impossible to assemble in one motion.
It is therefore critical to decompose your assembly process into discrete perpendicular movements, and come up with your own heuristic for deciding which sides take precedence over others. Here, I define precedence is defined as something which overlaps or fully encloses another piece. The quirk in my working definition is that these pieces get assembled last, but if you ever have to take the thing apart, they must be removed first.
For example, in Image 3 (of my board power test jig), the sides have the most precedence because they enclose all the other slots. They must be put on last, or taken off first, in order to service the device or change the pin layout, etc. An alternative intepretation is that the higher precedence parts can have other parts assembled onto them first - I could choose to mount the 3 inner faces onto one of the side plates first, then shove the other one over it.
Open Finger Joints are Easier to Assemble
The hazard of impossible assemblies is lessened when most of your joints are the open type. Because these do not completely envelop a tab in material, even a fully assembled box can be opened up again. The downside is that the faces are less well constrained and there is more reliance on fastener pressure to keep the assembly together.
In the 5th and 6th images (of Kitmotter's little demo stand), notice the perpendicular fasteners on each face. There is no one face which only has side T-nut slots - if there were, it means that face would be dependent only on friction to hold it in place and could conceivably be pulled out.
Now, practically speaking, Kitmotter's box is not a very strenuous structural application. However, a vehicle frame is - Image 7 shows the side of one of my quickly built scooters "Straight Razer" which only has perpendicular fasteners at the very front and rear of the frame. The middle, unfortunately, tended to bow out over time and with vibration. Even a few sideways fasteners could have prevented this.
The last four images concern the creation of a small, open jointed box. The box is built much like Kitmotter's display stand - if it isn't glued or welded, any of the parts could be taken off by itself to service in the insides.
Step 6: Cautions: Fits and Tolerances







If you go out right now and cut a 0.5" tab to fit in a 0.5" wide slot using an abrasive waterjet, it will take a few tons of force to mate the two parts together, after which they will never come apart again.
In contrast, if you laser cut two pieces of plastic or wood to the same dimensions, the fit will be so wobbly that you might have issues keeping your structure together as you're trying to assemble it!
Why does this happen?
Process Tolerances
Abrasive waterjets suffer from tapered edges by nature of their cutting method: a noodle of highly pressurized water (The linked resource is an excellent read for anything regarding waterjetting technology, by the way). There are basically two major factors that contribute to waterjet manufacturing tolerances:
For laser cutters, the biggest contributions to part slop are
For typical shop 60-150W lasers, the beam width is on the order of 0.006" or less. The actual kerf of cut will depend on the material - plastics, for instance, will tend to keep melting after the cut, widening the kerf. Wood will remain stable. Adding in focusing effects, the kerf can typically be on the order of 0.01" or more.
But there is one advantage to using a laser cutter. The vast majority of common commercial machines cut on the line. That means no magic offset parameter, and the kerf is applied equally to both outside and inside dimensions. What this means is laser cutters will automagically enlarge your slots and shrink your tabs. I've heard of very few laser cutters which will compensate for kerf for you.
On the other hand, a router or mill, which uses a rigid cutting tool, is practically immune to both taper effects and uncontrollable kerf changes. You just get a naturally huge kerf compared to the other technologies, but rigid machines taking light cuts can hold tolerances to the thousandths of an inch, or at least within 0.003".
Material Tolerances
The machine is not the only source of errors which can stall your assembly process. Materials themselves are often not the dimensions they are sold as.
For example, the majority of "1/4" acrylic plastic is actually 6mm in thickness. 1/4" in decimals is 0.250" and 6mm is 0.236"! Hence, designing 1/4" wide slots and having 0.236" material will result in a very sloppy fit.
The manufacturing tolerances of metals and plastics also come into play. Most common laser cuttable plastics like acrylic are manufactured to a thickness tolerance of ± 0.02". This means a 0.250" nominal sheet could be as thin as 0.230 and as thick as 0.270 and still be sold you to as 0.25". Engineering plastics like Delrin (acetal) are made to tighter tolerances, such as ±0.005". (Source: McMaster-Carr).
For metals, the thickness tolerance depends on the material and manufacturing process. Rolled plates are usually slopper than precision-ground, but the latter is far more expensive. An example technical specification is found here for 1/4" 6061 aluminum plate - notice how the thickness tolerance varies with the finished thickness. For this 1/4" plate, the thickness tolerance is +/- 0.012".
I've personally dealt with 1/4" plate that was actually 0.265" and 3/8" (0.375) stock that was an amazing 0.390. At that point, I wondered if I bought 10mm aluminum (0.393) by accident! The third image is a picture of the side of my DIY Segway-like device, Segfault, in which I had to mill down some of the aluminum in the neighborhood of the finger joints because they just completely could not happen even with nozzle compensation - all due to material tolerances.
Mitigation
Compensating for kerf and taper depends on the technology. The most foolproof way is to make no assumptions and make a 'kerf gauge' which is a piece with several variations on your critical dimension. An example is shown in the fourth image. This piece has a few slots and tabs of increasing width, hovering around 0.5". Cut the piece on your machine of choice (or have it made) and measure the exact dimensions that come back. This establishes a metric for adjusting part tolerances for that machine and that material.
For example, with a gauge made with waterjet machining, the dimensions may be spot-on on one side of the cut, but be a few thousandths larger per edge (meaning your 0.500" test slot could be as small as 0.490" in places). For laser cutting, it might be the opposite - the material where the laser is least in focus, for instance, may cause the slot to be 0.515".
With this information, you can "design out" the difference in CAD software. Shown in the fifth image is an example of a slot being designed "on size" initially, then at the end offset outlines are drawn around the slots and compensation applied atomically in one extrude or Boolean geometry operation.
The same can be said of circular mating parts like sprockets and gears. In this case, the "free with service" slop of laser cutters is beneficial - gears, pulleys, and sprockets that are too small will just act like worn out regular ones. But the waterjet taper will absolutely kill your gear & sprocket fits! The last two images show fitting vs. nonfitting sprockets. On the fitting sprocket, I performed an offset operation on the entire sprocket profile that shifted the teeth inward by 0.005".
On parts which I do not know beforehand the specifications of the machine that will be used to construct it, I leave things extra sloppy and depend completely on good structural design and fastener use to retain rigidity. One example is the panels for the Democratic People's Republic of Chibikart. On those, I went as far as 0.01" bigger on holes and 0.015" on slots to be safe!
The Bottom Line
Waterjets try to make your part exactly to size, but might end up making inside cuts (e.g. slots and holes) too small and outside cuts too large (e.g. tabs and profiles), making the part have too much material to fit without compensation.
Lasers cut on the line, making inside cuts larger and outside cuts smaller, but could end up making the final part too sloppy without compensation.
Ultimately, machines with rigid tools like routers and mills can still hold the best tolerances, but even then, your material might be sloppily made and too thick or thin.
Also, don't just take my word for it - UPenn MEAM also has a few thoughts on the topic.
In contrast, if you laser cut two pieces of plastic or wood to the same dimensions, the fit will be so wobbly that you might have issues keeping your structure together as you're trying to assemble it!
Why does this happen?
Process Tolerances
Abrasive waterjets suffer from tapered edges by nature of their cutting method: a noodle of highly pressurized water (The linked resource is an excellent read for anything regarding waterjetting technology, by the way). There are basically two major factors that contribute to waterjet manufacturing tolerances:
- Nozzle Offset and Wear. The machine controller for a waterjet will direct the nozzle at a preset distance such that it is nominally 1 stream radius away from the part. This is nozzle offset. In an ideal world, this gets you a part that's exactly on dimension, but nozzles wear out. As they wear, the stream becomes more spread (losing precious pressure) and the nozzle itself gets larger. While this might seem to make the part smaller, the more dispersed jet is less able to direct its energy into the material, hence making cutting performance worse.
- Speed relative to material hardness and thickness. Preset cutting rates for materials and thicknesses are basically found empirically by the manufacturer. As described on waterjets.org, the faster the cut, the more taper and wavy edges will be seen, both causing part size deviations.
For laser cutters, the biggest contributions to part slop are
- Focus. If the laser is cutting out of focus, then what should be a pinpoint of light becomes a gnarly wide beam, melting away more material than it should. It may not even cut through on the first try as a result, leaving an even wider kerf for future attempts. The 2nd picture shows the effects of being in focus and out of focus, for the same part. Look at the nasty melt on the left one!
- Part Thickness. Laser light is not a straight beam (collimated) at the cutting end, but is focused to a point. So, the thicker the material, the more in-and-out of focus the beam will get as it travels. Thicker materials will always cut messier.
For typical shop 60-150W lasers, the beam width is on the order of 0.006" or less. The actual kerf of cut will depend on the material - plastics, for instance, will tend to keep melting after the cut, widening the kerf. Wood will remain stable. Adding in focusing effects, the kerf can typically be on the order of 0.01" or more.
But there is one advantage to using a laser cutter. The vast majority of common commercial machines cut on the line. That means no magic offset parameter, and the kerf is applied equally to both outside and inside dimensions. What this means is laser cutters will automagically enlarge your slots and shrink your tabs. I've heard of very few laser cutters which will compensate for kerf for you.
On the other hand, a router or mill, which uses a rigid cutting tool, is practically immune to both taper effects and uncontrollable kerf changes. You just get a naturally huge kerf compared to the other technologies, but rigid machines taking light cuts can hold tolerances to the thousandths of an inch, or at least within 0.003".
Material Tolerances
The machine is not the only source of errors which can stall your assembly process. Materials themselves are often not the dimensions they are sold as.
For example, the majority of "1/4" acrylic plastic is actually 6mm in thickness. 1/4" in decimals is 0.250" and 6mm is 0.236"! Hence, designing 1/4" wide slots and having 0.236" material will result in a very sloppy fit.
The manufacturing tolerances of metals and plastics also come into play. Most common laser cuttable plastics like acrylic are manufactured to a thickness tolerance of ± 0.02". This means a 0.250" nominal sheet could be as thin as 0.230 and as thick as 0.270 and still be sold you to as 0.25". Engineering plastics like Delrin (acetal) are made to tighter tolerances, such as ±0.005". (Source: McMaster-Carr).
For metals, the thickness tolerance depends on the material and manufacturing process. Rolled plates are usually slopper than precision-ground, but the latter is far more expensive. An example technical specification is found here for 1/4" 6061 aluminum plate - notice how the thickness tolerance varies with the finished thickness. For this 1/4" plate, the thickness tolerance is +/- 0.012".
I've personally dealt with 1/4" plate that was actually 0.265" and 3/8" (0.375) stock that was an amazing 0.390. At that point, I wondered if I bought 10mm aluminum (0.393) by accident! The third image is a picture of the side of my DIY Segway-like device, Segfault, in which I had to mill down some of the aluminum in the neighborhood of the finger joints because they just completely could not happen even with nozzle compensation - all due to material tolerances.
Mitigation
Compensating for kerf and taper depends on the technology. The most foolproof way is to make no assumptions and make a 'kerf gauge' which is a piece with several variations on your critical dimension. An example is shown in the fourth image. This piece has a few slots and tabs of increasing width, hovering around 0.5". Cut the piece on your machine of choice (or have it made) and measure the exact dimensions that come back. This establishes a metric for adjusting part tolerances for that machine and that material.
For example, with a gauge made with waterjet machining, the dimensions may be spot-on on one side of the cut, but be a few thousandths larger per edge (meaning your 0.500" test slot could be as small as 0.490" in places). For laser cutting, it might be the opposite - the material where the laser is least in focus, for instance, may cause the slot to be 0.515".
With this information, you can "design out" the difference in CAD software. Shown in the fifth image is an example of a slot being designed "on size" initially, then at the end offset outlines are drawn around the slots and compensation applied atomically in one extrude or Boolean geometry operation.
The same can be said of circular mating parts like sprockets and gears. In this case, the "free with service" slop of laser cutters is beneficial - gears, pulleys, and sprockets that are too small will just act like worn out regular ones. But the waterjet taper will absolutely kill your gear & sprocket fits! The last two images show fitting vs. nonfitting sprockets. On the fitting sprocket, I performed an offset operation on the entire sprocket profile that shifted the teeth inward by 0.005".
On parts which I do not know beforehand the specifications of the machine that will be used to construct it, I leave things extra sloppy and depend completely on good structural design and fastener use to retain rigidity. One example is the panels for the Democratic People's Republic of Chibikart. On those, I went as far as 0.01" bigger on holes and 0.015" on slots to be safe!
The Bottom Line
Waterjets try to make your part exactly to size, but might end up making inside cuts (e.g. slots and holes) too small and outside cuts too large (e.g. tabs and profiles), making the part have too much material to fit without compensation.
Lasers cut on the line, making inside cuts larger and outside cuts smaller, but could end up making the final part too sloppy without compensation.
Ultimately, machines with rigid tools like routers and mills can still hold the best tolerances, but even then, your material might be sloppily made and too thick or thin.
Also, don't just take my word for it - UPenn MEAM also has a few thoughts on the topic.
Step 7: Cautions: Open Loops and How to Strengthen Them












A classic newbie error I have witnessed personally from people using finger jointed plate construction is leaving flaps of material to try and stand on their own. This is a very easily encountered pitfall of this kind of construction. While joints relying on a third intermediate joining member like angle irons or L-brackets can use the manufactured perpendicularity, care is needed when directly joining plates together, no matter if they are laser-cut, waterjetted, machined via router, or carved out using your own teeth.
Thinking like a sheet metal fabricator, with skillful use of gussets and imitating "I" or "H" profiles, is essential for maintaining rigidity in assemblies. The fact of the matter is, long spans of plate or sheet are always going to be floppy unless backed up by something out-of-plane with it - i.e. turning moment loads ("bending") into tension and compression as much as possible, where most materials are the strongest.
So, I'm here to illustrate several potential failure points of this style of design as well as how to shore up your design against them.
Effect of Edge Taper on Right-Angle Fastened Plates
Shown in the introductory graphic is the classical failure mode. Because of the edge irregularities that lasers and waterjets tend to generate, you cannot assume the sides of the plate are truly perpendicular. The only way to eliminate this positively is with dynamic head or tilting head machines, which are much more expensive. And notice how the specification even says "virtually" eliminates taper - taper-free is defined as 1 degree of taper, and a usual waterjet or badly focused laser cutter will produce something more like 2 or 3 degrees.
Well, a 1 degree error on an edge translates through Abbe error magnification on a 10cm (4") long part to mean an offset at the top of nearly 2mm (.08"). This might not sound that bad except to engineering professors, but it's very visible to the human eye, and furthermore an unsupported edge like that is much weaker than a supported one (remember Step 2?). If the taper is really bad, like 3 degrees, then the part is going to be out 6mm (1/4") or more at the top. Now that is truly horrible.
Hence, the lesson here is to never depend on a cut edge for alignment if it was made with a nonrigid process, e.g. laser or waterjet. The only way to be sure is to produce the part on a router or mill that is known to be perpendicular, known as being "in tram".
Next, we tackle the stiffness issue, or why your unsupported structure is so wubby.
A Typical Two-Plate Structural Element
Image 2 depicts a fairly typical two plate parallel structure that you might find on a robot or some other mechanical implement. At the end, it has a pin or shaft upon which another element, like the next arm segment, or wheel, rides. In the best case, this is tightened against the sidewalls with fasteners, but not infinitely stiff, so it will bend only in the middle. We assume the base is absolutely rigid and firmly attached to whatever this mechanism goes on, so there is no deformation at the base.
Image 3 shows a sideways 10 pounds of force ("lbforce"). Engineering purists would say that this is a fake unit and that I should really say 44 newtons, but for the sake of easier audience connection I'm going to assume most people know what roughly 10 pounds (or 5 kilograms) feels like.
Units aside, the finite element simulation shows the structure deforming sideways with the walls remaining roughly parallel. The total magnitude of the deformation is actually quite low (0.004" or so), but we will see it is the relative stiffness that counts. The shape is exaggerated on purpose by the simulation to show the final shape of the assembly.
Adding Flanges
One method that can stiffen the structure in the configuration is adding flanges to the sides. Think a "c-channel" or similar. The 4th image shows this example structure, and the 5th image is the results of the simulation with the same force magnitude and location. The simulation shows that this arrangement is already about 3 times as stiff as the original.
Depending on the geometry of the flanges, this relative value could be much more. Notice that they also do not reach quite as far as the location of force application and that the vast majority This was done because of a practical concern, since whatever it is supporting could take up enough space that extending the flanges all the way out is impossible. It therefore represents an example "middle ground" which you are more likely to encounter.
The example's real-life embodiment is the scooter fork shown in image 6. This example only has one flange (like a T-extrusion), but the concept is the same: without it, the two 1/8" rear forks will be extremely wobbly indeed. This structure also sees forces more on the order of 100+ pounds, instead of 10, because of rider weight, cornering, etc.
Adding a Crossing Member
Another tactic is adding what is known as a web. In structural products parlance, the web is the middle of an I-beam, the element that reaches across the two sides. In the 7th image,the web is depicted as the flat plate in the center. Again, it is made to not quite reach the point of force application out of an example practical concern. For instance, an attached arm joint has a hub which is that large, so the web needs to be further away from the shaft.
Even with the end not well supported, the web configuration is the stiffest of them all - 7 times better than the original!
This is why buildings are made from I-beams.
A great example of using an intermediate web is the 4-bar manipulator arm of my own 2.007 robot, shown in image 8. This arrangement was, unfortunately, only of limited effectiveness because there was still a vast unsupported span in front of the grabber end, letting it flex in a similar manner to image 7. Additionally, I neglected to make a second one of those plates - leaving the bottom very poorly supported. As a result, the arm still moved significantly side to side under applied loads, but fortunately this did not affect the robot operation much.
Closed Loop Flexures
The overarching theme is to avoid using materials, especially thin plates, in bending. Support them with material that is out of the bending plane such that the loads are transferred to them and put them in tension or compression. The remaining few pictures are other examples of things being designed to resist wobbling, for better or for worse.
Making structures like those shown in the original FEA simulation in image 3 is an entire science on its own, and the creations are known as flexure bearings (another example, see figure 2). The neat thing about materials in bending is that they are generally very predictable if the deformations are small, so flexures are valued for their repeatability and immunity from "stiction" that a normal hinge could suffer from. They are found in precision machines and instruments for supporting sensitive adjustments.
Thinking like a sheet metal fabricator, with skillful use of gussets and imitating "I" or "H" profiles, is essential for maintaining rigidity in assemblies. The fact of the matter is, long spans of plate or sheet are always going to be floppy unless backed up by something out-of-plane with it - i.e. turning moment loads ("bending") into tension and compression as much as possible, where most materials are the strongest.
So, I'm here to illustrate several potential failure points of this style of design as well as how to shore up your design against them.
Effect of Edge Taper on Right-Angle Fastened Plates
Shown in the introductory graphic is the classical failure mode. Because of the edge irregularities that lasers and waterjets tend to generate, you cannot assume the sides of the plate are truly perpendicular. The only way to eliminate this positively is with dynamic head or tilting head machines, which are much more expensive. And notice how the specification even says "virtually" eliminates taper - taper-free is defined as 1 degree of taper, and a usual waterjet or badly focused laser cutter will produce something more like 2 or 3 degrees.
Well, a 1 degree error on an edge translates through Abbe error magnification on a 10cm (4") long part to mean an offset at the top of nearly 2mm (.08"). This might not sound that bad except to engineering professors, but it's very visible to the human eye, and furthermore an unsupported edge like that is much weaker than a supported one (remember Step 2?). If the taper is really bad, like 3 degrees, then the part is going to be out 6mm (1/4") or more at the top. Now that is truly horrible.
Hence, the lesson here is to never depend on a cut edge for alignment if it was made with a nonrigid process, e.g. laser or waterjet. The only way to be sure is to produce the part on a router or mill that is known to be perpendicular, known as being "in tram".
Next, we tackle the stiffness issue, or why your unsupported structure is so wubby.
A Typical Two-Plate Structural Element
Image 2 depicts a fairly typical two plate parallel structure that you might find on a robot or some other mechanical implement. At the end, it has a pin or shaft upon which another element, like the next arm segment, or wheel, rides. In the best case, this is tightened against the sidewalls with fasteners, but not infinitely stiff, so it will bend only in the middle. We assume the base is absolutely rigid and firmly attached to whatever this mechanism goes on, so there is no deformation at the base.
Image 3 shows a sideways 10 pounds of force ("lbforce"). Engineering purists would say that this is a fake unit and that I should really say 44 newtons, but for the sake of easier audience connection I'm going to assume most people know what roughly 10 pounds (or 5 kilograms) feels like.
Units aside, the finite element simulation shows the structure deforming sideways with the walls remaining roughly parallel. The total magnitude of the deformation is actually quite low (0.004" or so), but we will see it is the relative stiffness that counts. The shape is exaggerated on purpose by the simulation to show the final shape of the assembly.
Adding Flanges
One method that can stiffen the structure in the configuration is adding flanges to the sides. Think a "c-channel" or similar. The 4th image shows this example structure, and the 5th image is the results of the simulation with the same force magnitude and location. The simulation shows that this arrangement is already about 3 times as stiff as the original.
Depending on the geometry of the flanges, this relative value could be much more. Notice that they also do not reach quite as far as the location of force application and that the vast majority This was done because of a practical concern, since whatever it is supporting could take up enough space that extending the flanges all the way out is impossible. It therefore represents an example "middle ground" which you are more likely to encounter.
The example's real-life embodiment is the scooter fork shown in image 6. This example only has one flange (like a T-extrusion), but the concept is the same: without it, the two 1/8" rear forks will be extremely wobbly indeed. This structure also sees forces more on the order of 100+ pounds, instead of 10, because of rider weight, cornering, etc.
Adding a Crossing Member
Another tactic is adding what is known as a web. In structural products parlance, the web is the middle of an I-beam, the element that reaches across the two sides. In the 7th image,the web is depicted as the flat plate in the center. Again, it is made to not quite reach the point of force application out of an example practical concern. For instance, an attached arm joint has a hub which is that large, so the web needs to be further away from the shaft.
Even with the end not well supported, the web configuration is the stiffest of them all - 7 times better than the original!
This is why buildings are made from I-beams.
A great example of using an intermediate web is the 4-bar manipulator arm of my own 2.007 robot, shown in image 8. This arrangement was, unfortunately, only of limited effectiveness because there was still a vast unsupported span in front of the grabber end, letting it flex in a similar manner to image 7. Additionally, I neglected to make a second one of those plates - leaving the bottom very poorly supported. As a result, the arm still moved significantly side to side under applied loads, but fortunately this did not affect the robot operation much.
Closed Loop Flexures
The overarching theme is to avoid using materials, especially thin plates, in bending. Support them with material that is out of the bending plane such that the loads are transferred to them and put them in tension or compression. The remaining few pictures are other examples of things being designed to resist wobbling, for better or for worse.
Making structures like those shown in the original FEA simulation in image 3 is an entire science on its own, and the creations are known as flexure bearings (another example, see figure 2). The neat thing about materials in bending is that they are generally very predictable if the deformations are small, so flexures are valued for their repeatability and immunity from "stiction" that a normal hinge could suffer from. They are found in precision machines and instruments for supporting sensitive adjustments.
Step 8: Nutstrip, Uber-nuts, and Corner Blocks







But what if I don't have access to a laser cutter or waterjet, or can't hire it out? Don't worry, these next few sections are well-suited to garage builders, and much of it was how Yours Truly was able to build consistent robots for years.
Without a freeform 2D fabrication process, the square edges of finger joints are extremely hard and time consuming to make. Usually, it's not worthwhile at all because other methods of fastening exist.
Nutstrip
It is fairly common for builders to attach 2 plates at right angles, contacting eachother (a Tee joint). Most often, this is done with an angle stock in aluminum or steel. If the stock is thick enough, end tapping, or drilling straight into the thickness of the material and cutting threads into it, is another common tactic.
Another method which can be versatile is known as "nutstrip". Typically it takes the form of an extruded barstock, for known square sides and size standardization, drilled and tapped at regular intervals. In the past, they were DIY items - literally made by hobbyists on mills and drill presses, but these days they can be purchased stock on sites like Kitbots or ServoCity, among others. However, if you can obtain small barstock economically, they are still easily made on drill presses.
Nutstrip is the most helpful when the plates being joined are of roughly the same thickness as the nut's square dimensions. In this case, it can offer increased rigidity over using a thinner angle-stock-based right angle joint. In cases where the stock being fastened is very thin, then the angle stock is generally of a greater surface area and hence stiffer. However, watch out - the rest of the structure can be floppy!
Uber-Nut
A nickname for a single-row-tapped nutstrip that takes the place of individual nuts. The highly increased surface area of an "uber nut" compared to multiple discrete nuts makes the joint stiffer. This is helpful in situations where the mounting substrate is very flexible (e.g. metal fastened onto plastic), or fiddling with individual nuts is difficult, such as a confined space.
These can easily be made from drilled and threaded bar stock.
Corner Blocks
An offshoot of the nutstrip is a corner block or endcap, tapped on many faces and used to secure a modular assembly to another. It's very commonly found on generic drive base robot kits because of its easily reconfigurable nature.
The corner block is usually made from a much thicker material into which threads can be cut on (usually) at least 4 out of 6 faces of a prismatic stock. Different situations might necessitate other thread configurations.
Besides offering high stiffness to otherwise floppy corners, designing with a regular bolt pattern makes for easy disassembly and swapping of modules. The ultimate example of this is perhaps the optical table, also called the optical breadboard, for which myriad accessories and mounting kits for various implements exist across manufacturers.
Without a freeform 2D fabrication process, the square edges of finger joints are extremely hard and time consuming to make. Usually, it's not worthwhile at all because other methods of fastening exist.
Nutstrip
It is fairly common for builders to attach 2 plates at right angles, contacting eachother (a Tee joint). Most often, this is done with an angle stock in aluminum or steel. If the stock is thick enough, end tapping, or drilling straight into the thickness of the material and cutting threads into it, is another common tactic.
Another method which can be versatile is known as "nutstrip". Typically it takes the form of an extruded barstock, for known square sides and size standardization, drilled and tapped at regular intervals. In the past, they were DIY items - literally made by hobbyists on mills and drill presses, but these days they can be purchased stock on sites like Kitbots or ServoCity, among others. However, if you can obtain small barstock economically, they are still easily made on drill presses.
Nutstrip is the most helpful when the plates being joined are of roughly the same thickness as the nut's square dimensions. In this case, it can offer increased rigidity over using a thinner angle-stock-based right angle joint. In cases where the stock being fastened is very thin, then the angle stock is generally of a greater surface area and hence stiffer. However, watch out - the rest of the structure can be floppy!
Uber-Nut
A nickname for a single-row-tapped nutstrip that takes the place of individual nuts. The highly increased surface area of an "uber nut" compared to multiple discrete nuts makes the joint stiffer. This is helpful in situations where the mounting substrate is very flexible (e.g. metal fastened onto plastic), or fiddling with individual nuts is difficult, such as a confined space.
These can easily be made from drilled and threaded bar stock.
Corner Blocks
An offshoot of the nutstrip is a corner block or endcap, tapped on many faces and used to secure a modular assembly to another. It's very commonly found on generic drive base robot kits because of its easily reconfigurable nature.
The corner block is usually made from a much thicker material into which threads can be cut on (usually) at least 4 out of 6 faces of a prismatic stock. Different situations might necessitate other thread configurations.
Besides offering high stiffness to otherwise floppy corners, designing with a regular bolt pattern makes for easy disassembly and swapping of modules. The ultimate example of this is perhaps the optical table, also called the optical breadboard, for which myriad accessories and mounting kits for various implements exist across manufacturers.
Step 9: Joining Parallel Plates: Using Standoffs and Spacers














These next few sections will concentrate on ways to bind parallel plates together. Here, "plate" is used very broadly - resources commonly available to makers in "plate" form include wide barstock and premade square/rectangular tube and angle extrusions, besides actual cut plates. I suppose a better name for these sections might be "Joining Parallel Surfaces".
Continuing on our journey away from digital fab exclusive styles, we arrive upon one of my favorite (but admittedly, underused) methods which is already very popular with hobby robotics kit manufacturers, but seems to be still relatively unknown in the DIY domain, the plate-and-standoff.
Standoff vs. Spacer
I'm going to guess that these two words are some of the most confused in all of engineering. They describe very outwardly similar components that are both Little Round Things. The lead image shows the difference between a standoff and a spacer: the former has blind (or through) threaded holes for mating with a screw, and the latter has a thru-hole for using with an external bolt and thread.
Types of Standoffs
As McMaster might show you, there are about a billion (scientific estimate) types of standoffs and spacers. However, they're basically expressed as 3 high level categories, depending on what has the thread on a stud or in a hole.
Making or Buying Standoffs and Spacers
These days, little standoffs can be found at almost any hardware store or online robotics retailer, such as ServoCity, which is probably one of the best resources for small fasteners and attachment bits in recent memory. Larger ones can be found on industrial supplier websites like McMaster, linked above.
Making your own standoffs is more difficult as it implies access to a lathe to create the concentric center threads, unless you really don't care about the concentricity, in which case be my guest with a drill press! However, keep reading anyway. You may have luck finding sizes of aluminum tube which can be threaded by modifying the original hole; however, as aluminum tube is generally manufacturered with thin walls, this could result in a weaker standoff.
However, making your own spacers is substantially easier because of the same reason. For example, common 1/16" wall, 1/4" OD tubing can be used to clear #4-40 screws. My favorite is using 0.12" wall, 0.5" OD tubing to make 1/4"-20 clearance standoffs (a resulting ID of 0.26 to 0.27", perfect for the job) for my larger robots and vehicles.
Using Standoffsand Spacers
The primary function of these little round things is to contribute to a device's structure. If the standoff is essentially as rigid as the materials being fastened, then it functions in role similar to the flanges and webs expounded upon in Step 7. Basically, the more locations you force your materials to move together, the more they will transfer and share loading forces and the more rigid they will be.
In the coming chapters I'll also expound upon how you can use a standoff or spacer as an axle by putting bearings in the rotating member, like a wheel. Doing this is termed "dead" or "fixed" axle and gives the benefits of standoffs helping to stiffen the structure while carrying a load.
The example pictures ought to explain the idea of standoffs fairly well. Remember that in using standoffs, you fasten a material to it using a screw that threads into the standoff, whereas in a spacer, it is assumed you have a bolt running through the material and the spacer and fastened with a nut on the other side. There are some slight but important implications about using bolts with spacers that warrants its own discussion. For instance, standoffs cannot be preloaded, or pre-tightened such that forces under a certain magnitude have little effect on the structure. These will be addressed in the next section.
Continuing on our journey away from digital fab exclusive styles, we arrive upon one of my favorite (but admittedly, underused) methods which is already very popular with hobby robotics kit manufacturers, but seems to be still relatively unknown in the DIY domain, the plate-and-standoff.
Standoff vs. Spacer
I'm going to guess that these two words are some of the most confused in all of engineering. They describe very outwardly similar components that are both Little Round Things. The lead image shows the difference between a standoff and a spacer: the former has blind (or through) threaded holes for mating with a screw, and the latter has a thru-hole for using with an external bolt and thread.
Types of Standoffs
As McMaster might show you, there are about a billion (scientific estimate) types of standoffs and spacers. However, they're basically expressed as 3 high level categories, depending on what has the thread on a stud or in a hole.
- Female standoffs have threaded holes on both ends, either fixed-depth, or all the way through for shorter ones generally 1/2" or less.
- Male-Female standoffs have a threaded hole on one end and a threaded stud on the other. This lets them stack together. These are classical "PCB standoffs" used to hold boards inside enclosures.
- Male-Male standoffs have 2 threaded studs and are intended to join 2 plates together with nuts on the other side. These are less commonly seen in non-electronics applications since the thread on the ends means only a narrow range of material thicknesses can be bound. The nut and remnant thread on the other side might also be undesirable.
Making or Buying Standoffs and Spacers
These days, little standoffs can be found at almost any hardware store or online robotics retailer, such as ServoCity, which is probably one of the best resources for small fasteners and attachment bits in recent memory. Larger ones can be found on industrial supplier websites like McMaster, linked above.
Making your own standoffs is more difficult as it implies access to a lathe to create the concentric center threads, unless you really don't care about the concentricity, in which case be my guest with a drill press! However, keep reading anyway. You may have luck finding sizes of aluminum tube which can be threaded by modifying the original hole; however, as aluminum tube is generally manufacturered with thin walls, this could result in a weaker standoff.
However, making your own spacers is substantially easier because of the same reason. For example, common 1/16" wall, 1/4" OD tubing can be used to clear #4-40 screws. My favorite is using 0.12" wall, 0.5" OD tubing to make 1/4"-20 clearance standoffs (a resulting ID of 0.26 to 0.27", perfect for the job) for my larger robots and vehicles.
Using Standoffsand Spacers
The primary function of these little round things is to contribute to a device's structure. If the standoff is essentially as rigid as the materials being fastened, then it functions in role similar to the flanges and webs expounded upon in Step 7. Basically, the more locations you force your materials to move together, the more they will transfer and share loading forces and the more rigid they will be.
In the coming chapters I'll also expound upon how you can use a standoff or spacer as an axle by putting bearings in the rotating member, like a wheel. Doing this is termed "dead" or "fixed" axle and gives the benefits of standoffs helping to stiffen the structure while carrying a load.
The example pictures ought to explain the idea of standoffs fairly well. Remember that in using standoffs, you fasten a material to it using a screw that threads into the standoff, whereas in a spacer, it is assumed you have a bolt running through the material and the spacer and fastened with a nut on the other side. There are some slight but important implications about using bolts with spacers that warrants its own discussion. For instance, standoffs cannot be preloaded, or pre-tightened such that forces under a certain magnitude have little effect on the structure. These will be addressed in the next section.
Step 10: Joining Parallel Plates: Preloaded Spacers








There's a special category of "using little round things to join parallel surfaces together" which I want to discuss separately, and that's using through-bolts with spacers.
I draw a distinction between this and just using threaded standoffs because of how the forces interact in the material.
A Little More on Preload
As mentioned previously, preload is the selective application of forces to a structure such that external loads manifested as forces must cancel the preload first, before the structure shifts. A great in-depth preload explanation worth reading through is here, as well as Fundamentalschapter 9, page 16.
The Effects of Preload on Spacers
We aim to exact a slightly different end to using preload on bolted spacers. It's not so much the tensile loading that is beneficial so much as the ability to change the type of loading on the spacer's walls from bending to tension and compression. The total increase in rigidity comes from two main sources:
See image 2 for a finite element simulation of two situations where a Little Round Thing is used to bind two plates of metal together. I've even included and simulated contacts for fake screws! The spacers and walls are defined to be aluminum and the bolts themselves to be high strength steel. An equal 100 lb-force load is exerted on both ends, and the ends are separated by a narrow bridge so they do not "feel" eachother but remain contiguous.
Notice the substantially less deflection on the preloaded side. In this case, roughly 50% less. (Be aware that this is a coincidence - there's no particular arrangement of geometry that guaranteed the 50% - it is not a rule that "preloaded things are twice as stiff as not").
Don't Forget to Tighten Your Bolts!
Image 3 shows what happens when only 5 lb-force of preload is applied to the screw. That's basically hand-tight.
A few other conditions had to be changed as a consequence - I no longer had the joy of modeling the sliding friction between materials on the right side as infinite due to the lack of preload force, for instance. A sliding fit with friction was selected instead for both the bolt head and the shaft of the bolt.
As can be seen, the unthreaded standoff is actually somewhat worse. This can be explained by it being mostly hollow, and therefore deforming more for the same applied force. In real life, the steel bolt would be taking up the majority of the load since it is much more rigid despite being closer to the center (neutral, zero-length-change axis) of the bend.
Long vs. Short: Bending vs. Shear
This method is more useful for longer spans - the effect becomes less pronounced as the standoff length approaches 3 to 5 times its diameter from above, as the loading force embodies itself more as shear than bending. Image 4 is the same structure, with 500 lbforce preload again, but with only 1.5" long spacers. There isn't too much difference in this case.
Why you might not want to use bolted spacers
While they may seem better for many applications, there's some practical downsides to spacers. They require a discrete mating fastener like a nut on the other end. It's always a good idea to add a flat washer to both sides to increase the mating surface and prevent embedding or local plastic deformation. So, in applications where you can't easily reach the other side of the material being fastened (to tighten the nut), or in very soft materials, a bolt-through spacer is not as practical, or perhaps even as strong, as a threaded standoff.
I draw a distinction between this and just using threaded standoffs because of how the forces interact in the material.
A Little More on Preload
As mentioned previously, preload is the selective application of forces to a structure such that external loads manifested as forces must cancel the preload first, before the structure shifts. A great in-depth preload explanation worth reading through is here, as well as Fundamentalschapter 9, page 16.
The Effects of Preload on Spacers
We aim to exact a slightly different end to using preload on bolted spacers. It's not so much the tensile loading that is beneficial so much as the ability to change the type of loading on the spacer's walls from bending to tension and compression. The total increase in rigidity comes from two main sources:
- The outside of the sleeve is put into compression. A bending load will tend to compress one side more while relieving the other side. If there was no existing compressive stress, then the material will deform more before the same levels of stress occur within it. The stronger the material, the more compressive stress can be added (the stronger the preload). This works until the bending causes the compressed side to rupture (buckle outwards), and the other side to irreversibly stretch (plastic deformation).
- Trivially speaking, the addition of a much more rigid core (assuming the structural material is substantially softer than the bolt material) means the bolt does "feel" some of the fastening force, and contributes to rigidity by virtue of being .... much more rigid. The closer the bolt and material are in elastic modulus, the less this effect comes into play. Typically, high-strength steel bolts are used in aluminum or even plastics, so this method has meaningful contribution.
See image 2 for a finite element simulation of two situations where a Little Round Thing is used to bind two plates of metal together. I've even included and simulated contacts for fake screws! The spacers and walls are defined to be aluminum and the bolts themselves to be high strength steel. An equal 100 lb-force load is exerted on both ends, and the ends are separated by a narrow bridge so they do not "feel" eachother but remain contiguous.
Notice the substantially less deflection on the preloaded side. In this case, roughly 50% less. (Be aware that this is a coincidence - there's no particular arrangement of geometry that guaranteed the 50% - it is not a rule that "preloaded things are twice as stiff as not").
Don't Forget to Tighten Your Bolts!
Image 3 shows what happens when only 5 lb-force of preload is applied to the screw. That's basically hand-tight.
A few other conditions had to be changed as a consequence - I no longer had the joy of modeling the sliding friction between materials on the right side as infinite due to the lack of preload force, for instance. A sliding fit with friction was selected instead for both the bolt head and the shaft of the bolt.
As can be seen, the unthreaded standoff is actually somewhat worse. This can be explained by it being mostly hollow, and therefore deforming more for the same applied force. In real life, the steel bolt would be taking up the majority of the load since it is much more rigid despite being closer to the center (neutral, zero-length-change axis) of the bend.
Long vs. Short: Bending vs. Shear
This method is more useful for longer spans - the effect becomes less pronounced as the standoff length approaches 3 to 5 times its diameter from above, as the loading force embodies itself more as shear than bending. Image 4 is the same structure, with 500 lbforce preload again, but with only 1.5" long spacers. There isn't too much difference in this case.
Why you might not want to use bolted spacers
While they may seem better for many applications, there's some practical downsides to spacers. They require a discrete mating fastener like a nut on the other end. It's always a good idea to add a flat washer to both sides to increase the mating surface and prevent embedding or local plastic deformation. So, in applications where you can't easily reach the other side of the material being fastened (to tighten the nut), or in very soft materials, a bolt-through spacer is not as practical, or perhaps even as strong, as a threaded standoff.
Step 11: Tubes and Extrusions: Joining Plates and Structural Applications
















If you're crafty, you can actually use premanufactured tubes and extuded shapes as structural members backed by plates or by themselves. This section will be a bit biased towards hobby robots, machines, and other larger implements because I really cannot think of an Arduino enclosure hardcore enough to warrant aluminum and steel.
Aluminum extrusions especially tend to be manufactured to a high degree of precision and perpendicularity compared to steel, since steel shapes are more often roll-formed or continuously cast. Small steel shapes also tend to have a "scale" finish which is rough as well as messy. I tend to not use steel shapes as much because of the increased weight, in most cases without that much extra strength (Compare the yield strength of A36 steel, a common structural steel found in rolled products, to 6061 structural aluminum).
Steel, however, is definitely more conducive to common welding techniques (whereas aluminum generally requires very expensive and highly skill-dependent TIG welding); welding is not my forte, so I defer to others there. For instance, observe this marvelous use of aluminum extruded rectangle in the form of a small go-kart (SAM by Amy Qian).
This section will focus instead on creative uses of extruded aluminum shapes. Besides the usual square, rectangular, angles, etc., there are also manufacturers who sell specialized extrusions with quick-fastening systems, one of the most common being 80/20.
Using Extrusions as Beams
Rectangular, circular, and other obtuse closed-profile tubing is well-suited to long spans such as those found in machine frames. Extrusions are efficient in this role because their materials tend to be distributed at the outer edges (for things like tubing), maximizing its stiffness per weight as a result maximizing the profile's second moment of area. A few of the example pictures on this step show machines and contraptions built using a variety of extrusion profiles.
Image 1 is a FEA simulation of several different profiles (L-angle, U-channel, and square tube) in a single cantilevered bending load. The L bracket, being both unbalanced in the bending plane and without another vertical side to resist it, is pretty horrible. Notice the rotational deformation which comes from being unbalanced - if the load was stronger, then the final shape would be V-shaped as it rotates to become symmetric! L brackets, as you might have guessed from that, will only perform in bending if there is another L-bracket that is its mirror image. In that case, it begins approximating a U-channel.
There's fairly little difference between the U-channel and box tube due to the fact that the wide sides take up the majority of the load in bending. The missing top of the U-channel means it misses out on some compressive strength, hence it deforms slightly more.
Image 2 shows some 80/20 X-shaped T-slotted extrusion in comparison to a square aluminum tube of nearly the same material area. 80/20 is prized for its strength in complement to its ease of assembly (many different brackets, hinges, plates, etc. are available). It is, sadly, not the strongest possible profile because of the need to have the T-slots. The difference is minor enough that 80/20 can be a great choice for fast-building larger doohickeys.
Not Using Extrusions as Torsion Springs
One application which most (non-circular) tube is poor at is torsional loads. Images 3 and 4 are some cantilever torsion loads on the ends of the common aluminum extrusions. The L-angle is clearly very very hopeless, with the open profile of the U-channel fairing better but still deflecting substantially. The box tube, being a closed loop, responds the best. 80/20 is fairly poor in torsion because of its lack of a closed loop and the fact that there is less material at the outer edges otherwise
However, keep in mind the deformation is highly exaggerated to show the material movement.
Image 4 shows a 100 lbforce-in (about 10 Nm) torque on the end, and the actual deformation is about 0.04 inches (like 1mm), so it's not like 80/20 will instantly turn pretzel on you! In contrast, the square tube barely moves. A round tube of equal sectional weight will show even less deformation.
Overall, it's important to not load your structural tubes in torsion unless you specifically design it to handle such a load, the details of which are beyond the scope of this guide.
Clamping to Extrusions with Plates
Ever get into a situation where you're not really sure where something is going to end up on an extrusion frame? Using two piece of plate and some bolts, you can build a siding adjustable mount that can be tightened down anywhere and possibly drilled and screwed in place later.
Image 5 shows the "Small Bike", an appropriately named transportation device, also from Amy Makes Stuff, which has many adjustable components such as seat mounts, chain tensioners, and even the position of the wheels, adjustable on a thick square extrusion.
Using Extrusions as Standoffs
This is a variation of using plates on an extrusion that focuses on the plates. The industrially manufactured perpendicularity of tubes can also be used to hold plates together. Several of the example pictures show rectangular and square aluminum tubing used in this fashion. They are generally made to better than +/- 0.01" dimensions, so this can be a remarkably accurate way to make frames, manipulators, drivetrain pods, etc. It is fairly common practice to build a mechanical power transmission setup entirely within a thick-walled tube, with bearings fitted into the walls of the tubing.
Check out the example images for some implementations of tubes, extrusions, and various misadventures involving them!
Aluminum extrusions especially tend to be manufactured to a high degree of precision and perpendicularity compared to steel, since steel shapes are more often roll-formed or continuously cast. Small steel shapes also tend to have a "scale" finish which is rough as well as messy. I tend to not use steel shapes as much because of the increased weight, in most cases without that much extra strength (Compare the yield strength of A36 steel, a common structural steel found in rolled products, to 6061 structural aluminum).
Steel, however, is definitely more conducive to common welding techniques (whereas aluminum generally requires very expensive and highly skill-dependent TIG welding); welding is not my forte, so I defer to others there. For instance, observe this marvelous use of aluminum extruded rectangle in the form of a small go-kart (SAM by Amy Qian).
This section will focus instead on creative uses of extruded aluminum shapes. Besides the usual square, rectangular, angles, etc., there are also manufacturers who sell specialized extrusions with quick-fastening systems, one of the most common being 80/20.
Using Extrusions as Beams
Rectangular, circular, and other obtuse closed-profile tubing is well-suited to long spans such as those found in machine frames. Extrusions are efficient in this role because their materials tend to be distributed at the outer edges (for things like tubing), maximizing its stiffness per weight as a result maximizing the profile's second moment of area. A few of the example pictures on this step show machines and contraptions built using a variety of extrusion profiles.
Image 1 is a FEA simulation of several different profiles (L-angle, U-channel, and square tube) in a single cantilevered bending load. The L bracket, being both unbalanced in the bending plane and without another vertical side to resist it, is pretty horrible. Notice the rotational deformation which comes from being unbalanced - if the load was stronger, then the final shape would be V-shaped as it rotates to become symmetric! L brackets, as you might have guessed from that, will only perform in bending if there is another L-bracket that is its mirror image. In that case, it begins approximating a U-channel.
There's fairly little difference between the U-channel and box tube due to the fact that the wide sides take up the majority of the load in bending. The missing top of the U-channel means it misses out on some compressive strength, hence it deforms slightly more.
Image 2 shows some 80/20 X-shaped T-slotted extrusion in comparison to a square aluminum tube of nearly the same material area. 80/20 is prized for its strength in complement to its ease of assembly (many different brackets, hinges, plates, etc. are available). It is, sadly, not the strongest possible profile because of the need to have the T-slots. The difference is minor enough that 80/20 can be a great choice for fast-building larger doohickeys.
Not Using Extrusions as Torsion Springs
One application which most (non-circular) tube is poor at is torsional loads. Images 3 and 4 are some cantilever torsion loads on the ends of the common aluminum extrusions. The L-angle is clearly very very hopeless, with the open profile of the U-channel fairing better but still deflecting substantially. The box tube, being a closed loop, responds the best. 80/20 is fairly poor in torsion because of its lack of a closed loop and the fact that there is less material at the outer edges otherwise
However, keep in mind the deformation is highly exaggerated to show the material movement.
Image 4 shows a 100 lbforce-in (about 10 Nm) torque on the end, and the actual deformation is about 0.04 inches (like 1mm), so it's not like 80/20 will instantly turn pretzel on you! In contrast, the square tube barely moves. A round tube of equal sectional weight will show even less deformation.
Overall, it's important to not load your structural tubes in torsion unless you specifically design it to handle such a load, the details of which are beyond the scope of this guide.
Clamping to Extrusions with Plates
Ever get into a situation where you're not really sure where something is going to end up on an extrusion frame? Using two piece of plate and some bolts, you can build a siding adjustable mount that can be tightened down anywhere and possibly drilled and screwed in place later.
Image 5 shows the "Small Bike", an appropriately named transportation device, also from Amy Makes Stuff, which has many adjustable components such as seat mounts, chain tensioners, and even the position of the wheels, adjustable on a thick square extrusion.
Using Extrusions as Standoffs
This is a variation of using plates on an extrusion that focuses on the plates. The industrially manufactured perpendicularity of tubes can also be used to hold plates together. Several of the example pictures show rectangular and square aluminum tubing used in this fashion. They are generally made to better than +/- 0.01" dimensions, so this can be a remarkably accurate way to make frames, manipulators, drivetrain pods, etc. It is fairly common practice to build a mechanical power transmission setup entirely within a thick-walled tube, with bearings fitted into the walls of the tubing.
Check out the example images for some implementations of tubes, extrusions, and various misadventures involving them!
Step 12: Rotating Parts: Dead Axles and Standoffs













Earlier in Step 9 I introduced the idea of using standoffs as "dead" axles. What it means in the concept of small mechanical widget assemblies is mounting bearings on the rotating part and letting it spin on a fixed shaft, as opposed to the usual conception of "axle" which means spinning it in a set of bearings mounted to a stationary structure.
Examples in daily life include most nondriven caster wheels (e.g. shopping carts, unpowered scooters, luggage, handtrucks, and office chairs) because it's the easiest to implement for a wheel which just has to spin. In industrial applications involving driven wheels, axles-in-bearings is still the dominant topology.
For us, the dead axle has a few advantages.
Closes Structural Loops and Contributes to Stiffness
The standoff itself becomes part of the structure and helps stiffen the area where the rotating members are held. Especially on cantilevered wheels like those found on drivetrains, a standoff at the wheel itself means that area is locally maximally stiff. If it weren't there, e.g. in a live rotating axle situation, deformations that result in a situation similar to Step 7's parallelogram flexure will bind the axle in its bearings fairly easily (Image 2).
Double-Support Contributes to Stiffness
Generally, a standoff axle is supported on both ends by material which is integral to the rest of the structure. This configuration is known as "double supported" or "double hung", and it actually is about twice as good as a single support! The 3rd and 4th images are FEA simulations of a single supported vs. double supported axle of the same diameter.
It's important to note that the stiffness of single-supported axles increases as diameter cubed (D^3), so making a very fat single-supported axle can compensate, but the rest of the structure must also be able to react its bending loads appropriately.
Simplifies Design for Small Mechanisms
For things such as robot drivetrains, or even some types of vehicle drivetrains, the lack of need to design bearing blocks and mounts for a live axle simplifies the design greatly. Additionally, most small wheels, gears, pulleys, etc. are made of engineering plastics like Delrin (POM, acetal), nylon, or polyolefins (-ethylene, -propylene) which are self-lubricating bearing materials by themselves. It's not uncommon to see a plastic wheel hub running without discrete bearings.
There's also some downsides to double-supported axles, however.
May Be Harder to Maintain and Disassemble
Because a double-supported axle is necessarily part of the structure and contained on both sides by material, at least one side has to be able to come off easily to service the part. Usually, one threaded hole of the standoff is coated with thread-locking compound and that side tightened down permanently, and the other side is considered "removable". Care must be taken that if the mechanism breaks or needs replacement there be an easily removable component of the structure to allow it.
May Be More Difficult to Fabricate
Many stock power transmission components come with set screws, keyways, or other features designed to fix it to a spinning shaft. Hence, trying to adapt these directly to an arm or wheel or linkage could be a more difficult chore. The exact circumstances will depend on your parts selection and what you have access to in terms of tooling. Generally, it involves putting a custom bolt battern (circular pattern of threaded or through-holes) into both parts, at least. Often, a lathe is used to make circular mating features - external ones are called bosses and matching internal ones called shoulders or recesses or just sockets.
Methods of attaching components to eachother to be used on dead axles, especially with "limited tools", is a topic that is forthcoming in Step 15.
Examples in daily life include most nondriven caster wheels (e.g. shopping carts, unpowered scooters, luggage, handtrucks, and office chairs) because it's the easiest to implement for a wheel which just has to spin. In industrial applications involving driven wheels, axles-in-bearings is still the dominant topology.
For us, the dead axle has a few advantages.
Closes Structural Loops and Contributes to Stiffness
The standoff itself becomes part of the structure and helps stiffen the area where the rotating members are held. Especially on cantilevered wheels like those found on drivetrains, a standoff at the wheel itself means that area is locally maximally stiff. If it weren't there, e.g. in a live rotating axle situation, deformations that result in a situation similar to Step 7's parallelogram flexure will bind the axle in its bearings fairly easily (Image 2).
Double-Support Contributes to Stiffness
Generally, a standoff axle is supported on both ends by material which is integral to the rest of the structure. This configuration is known as "double supported" or "double hung", and it actually is about twice as good as a single support! The 3rd and 4th images are FEA simulations of a single supported vs. double supported axle of the same diameter.
It's important to note that the stiffness of single-supported axles increases as diameter cubed (D^3), so making a very fat single-supported axle can compensate, but the rest of the structure must also be able to react its bending loads appropriately.
Simplifies Design for Small Mechanisms
For things such as robot drivetrains, or even some types of vehicle drivetrains, the lack of need to design bearing blocks and mounts for a live axle simplifies the design greatly. Additionally, most small wheels, gears, pulleys, etc. are made of engineering plastics like Delrin (POM, acetal), nylon, or polyolefins (-ethylene, -propylene) which are self-lubricating bearing materials by themselves. It's not uncommon to see a plastic wheel hub running without discrete bearings.
There's also some downsides to double-supported axles, however.
May Be Harder to Maintain and Disassemble
Because a double-supported axle is necessarily part of the structure and contained on both sides by material, at least one side has to be able to come off easily to service the part. Usually, one threaded hole of the standoff is coated with thread-locking compound and that side tightened down permanently, and the other side is considered "removable". Care must be taken that if the mechanism breaks or needs replacement there be an easily removable component of the structure to allow it.
May Be More Difficult to Fabricate
Many stock power transmission components come with set screws, keyways, or other features designed to fix it to a spinning shaft. Hence, trying to adapt these directly to an arm or wheel or linkage could be a more difficult chore. The exact circumstances will depend on your parts selection and what you have access to in terms of tooling. Generally, it involves putting a custom bolt battern (circular pattern of threaded or through-holes) into both parts, at least. Often, a lathe is used to make circular mating features - external ones are called bosses and matching internal ones called shoulders or recesses or just sockets.
Methods of attaching components to eachother to be used on dead axles, especially with "limited tools", is a topic that is forthcoming in Step 15.
Step 13: Rotating Parts: Using Shoulder Screws






The shoulder screw is a relatively little-known piece of hardware which can greatly benefit the productivity of your single-supported linkages and rotating whirlygigs. Image 1 depicts a scapula of classic precision ground steel shoulder screw like you can pick up from any hardware store.
(Scapula is the correct collective noun for shoulder screw.)
Shoulder screws are nice for several reasons:
They are precision-ground
The smooth surface of a shoulder screw is perfect for seating bearings, both rolling element and solid. Solid bearings ("bushings") are made more slippery by interacting with a smooth surface, and the shoulders are ground to diameters approaching -0.0003" the nominal size so they slip right into bearing races tightly (They're made smaller on purpose to do this, hence my lack of ±)
They can take shear loads more effectively
While regular bolts and screw can technically take some shear (sideways, imagine making a snap motion with your thumb and forefingers), the valleys of the threads are all stress risers and make them ineffective as pin joints, especially for cyclic loads. The fact that shoulder screws are smooth helps because more material is engaged, and therefore there are less high stress points.
They are made to fixed, but numerous, lengths
It's almost like they designed these parts to be used in attaching little mechanisms together. They're typically made in 1/16" increments up to 1/2", then 1/8" from thereon until 2", then switching to 1/4". In metric, the increment is typically 2mm out to 20mm, then 5mm from there on. Basically what this means you're going to find at least one size of washer or shim that will space your load out perfectly. The head of the screw itself keeps the load retained on one side, and the threaded material on the other.
One way to increase the shear strength of a shoulder screw joint even further is to counterbore the drilled hole to the should screw diameter at least half a screw diameter. This makes the material take up some of the bending load instead of transmitting it to the threads.
Chibikart's steering kingpins are actually giant shoulder screws. I use shoulder screws pretty extensively, so all of these pictures will be example applications.
(Scapula is the correct collective noun for shoulder screw.)
Shoulder screws are nice for several reasons:
They are precision-ground
The smooth surface of a shoulder screw is perfect for seating bearings, both rolling element and solid. Solid bearings ("bushings") are made more slippery by interacting with a smooth surface, and the shoulders are ground to diameters approaching -0.0003" the nominal size so they slip right into bearing races tightly (They're made smaller on purpose to do this, hence my lack of ±)
They can take shear loads more effectively
While regular bolts and screw can technically take some shear (sideways, imagine making a snap motion with your thumb and forefingers), the valleys of the threads are all stress risers and make them ineffective as pin joints, especially for cyclic loads. The fact that shoulder screws are smooth helps because more material is engaged, and therefore there are less high stress points.
They are made to fixed, but numerous, lengths
It's almost like they designed these parts to be used in attaching little mechanisms together. They're typically made in 1/16" increments up to 1/2", then 1/8" from thereon until 2", then switching to 1/4". In metric, the increment is typically 2mm out to 20mm, then 5mm from there on. Basically what this means you're going to find at least one size of washer or shim that will space your load out perfectly. The head of the screw itself keeps the load retained on one side, and the threaded material on the other.
One way to increase the shear strength of a shoulder screw joint even further is to counterbore the drilled hole to the should screw diameter at least half a screw diameter. This makes the material take up some of the bending load instead of transmitting it to the threads.
Chibikart's steering kingpins are actually giant shoulder screws. I use shoulder screws pretty extensively, so all of these pictures will be example applications.
Step 14: Rotating Parts: Live Axles and Bearings














No matter how much I harp upon the virtues of fixed axles, there are some times when a rotating (live) axle is just more convenient or makes more sense for the situation. For example, almost any time you are dealing with interfacing directly to a geared motor's output shaft (such as driving a wheel or end effector directly), the motor's own output bearings should be supplemented with an external support, and the only way to do that is to hang the other end of the shaft in a bearing. Here's a few small nuggets of knowledge that I've found to be relevant when designing something that has spinning shafts in bearings.
How to design bearings and supports For Realsies
Bearings are such a critical part to proper machine function that there is an extensive field of engineering dedicated to them. It's useful to peruse Fundamentals Chapter 10 (all about bearings), specifically from page 12 down. Additionally, a dose of Saint Venant's Principle in Chapter 3 is essential, especially pertaining to mounting bearings (from page 12 to 19). SVP is basically the principle behind "If you make something unsupported for most of its length, it will bend".
The takeaway from that reading is something like the following:
Space your bearings out for best support, but not too far out.
The name for one bearing supporting a shaft is a lever and fulcrum. You're likely to tear the balls right out of your bearing or at least grind up the races very quickly. Even the heavy cast iron pillow block bearings that are found in industrial catalogs are often just one bearing, designed to be used in pairs spaced some distance apart or on both sides of a load (double-supported!).
Many things which appear to be one bearing on the outside (like a gearmotor's output shaft) are actually two cleverly hidden side by side, and this deceives many new builders. If it is one bearing, then it will be very long to act like two spaced ones: see Image 7 for an example!
It's important to not go overboard with this, of course. If the two bearings are placed very far apart (generally greater than 5 shaft diameters, definitely by 10), then the shaft in the middle will tend to bend when a load is applied, again wrenching on your bearing races.
Plain bearings will bind with the slightest of misalignments
So far we've talked exclusively about rolling-element bearings, but an important component of many mechanical systems is still solid bearings (some times called bushings). Usually made of bronze or low-friction plastic, these are classics of industry, with well made and lubricated ones bordering on being hydrodynamic bearings.
The down side is that they will bind with very small tolerances for misalignment. Even with lubrication, a slightly bendy frame can exert severe uneven loading forces on the bearing and squeeze the lubrication out. Hence, to use a plain bearing, adhering to the rules of structural rigidity and observing SVP is even more critical.
Plastic bushings have been much worse when it comes to binding than bronze/iron bushings, in my own experience. This is most likely due to the plastic being easily deformable, turning a mild misalignment into a huge friction-laden contact patch. As demonstrated in Step 12, one way to overcome this problem is to make the plastic bearing surface huge, like a full shaft diameter in width, and space them closely. Stiffer plastics like Delrin and PEEK also perform better than a softer plastic bushing material like nylon.
One option to partially mitigate this problem is using rubber-backed bushings which are self-aligning to a very small degree, literally: typically 3-5 degrees is the maximum. However, they are much more expensive than a typical unmounted bronze bushing: $3-4 each vs. about $1.
Rolling element bearings can tolerate some misalignment, but require more precision for use anyway
What this really mean is rolling element bearings fail more gracefully if misaligned. Because rolling friction is generally an order of magnitude less than sliding friction, a ball bearing can be accidentally misaligned, put under immense stress, and still roll and give the illusion of functionality. This may be enough for most applications, but bearing life will be extremely limited.
Unmounted ball bearings are hard to use because of their precision installation requirements. Generally, the bearing is press-fit into a mounting hole. Trouble is, the precision of this hole must often be within 0.001" (0.025mm). Too loose and the bearing is not retained, but too tight and it can compress the races and cause the bearing to degenerate into the slightly less useful case of a solid chunk of steel. For example, I typically use a boring head (example video) to make a precision hole down to the +/- 0.0005 range for bearing press fits.
Miniature mounted bearings are also difficult to find, as most products are big cast iron chunks for industry. It is possible to embed bearings in laser-cut or waterjet-cut pieces, though attention must be paid to the tolerances of the process (see Step 6) and a "fit gauge" must be made to determine which fit is proper. With this, however, you can make your own custom bearing flanges using any size bearing.
For example, Chibikart features quite a few bearing/bushing press fits, one of which uses flanged 1/2" bore bearings to support the steering kingpins (Images 10 & 11)
Flanged bearings are easy to install
Some bearings and bushings come with flanges or retaining rings on their outer races which makes it easy to press directly into a (suitably sized) hole to a known depth. If flanged bearings are used face-to-face, they can support axial (thrust, forces in the direction of the shaft) loads more reliably than bearings simply pressed into their housings.
In inch, common flanged bearings are denoted "FRx" where x is a number that is the bore of the bearing in multiple of 1/16". So, a FR8 bearing is a flanged 1/2" bore bearing. McMaster and VXB are two places which have plenty of flanged bearings (and bushings)
Wait... what's a bearing?
If you want to do some more reading on what kinds of bearings there are in the world, or why your bearing has a slew of letters after it (e.g. 6803-2RS) one good place to look is Gizmology.net's Notes on Ball Bearings, another excellent compilation of engineering knowledge.
How to design bearings and supports For Realsies
Bearings are such a critical part to proper machine function that there is an extensive field of engineering dedicated to them. It's useful to peruse Fundamentals Chapter 10 (all about bearings), specifically from page 12 down. Additionally, a dose of Saint Venant's Principle in Chapter 3 is essential, especially pertaining to mounting bearings (from page 12 to 19). SVP is basically the principle behind "If you make something unsupported for most of its length, it will bend".
The takeaway from that reading is something like the following:
Space your bearings out for best support, but not too far out.
The name for one bearing supporting a shaft is a lever and fulcrum. You're likely to tear the balls right out of your bearing or at least grind up the races very quickly. Even the heavy cast iron pillow block bearings that are found in industrial catalogs are often just one bearing, designed to be used in pairs spaced some distance apart or on both sides of a load (double-supported!).
Many things which appear to be one bearing on the outside (like a gearmotor's output shaft) are actually two cleverly hidden side by side, and this deceives many new builders. If it is one bearing, then it will be very long to act like two spaced ones: see Image 7 for an example!
It's important to not go overboard with this, of course. If the two bearings are placed very far apart (generally greater than 5 shaft diameters, definitely by 10), then the shaft in the middle will tend to bend when a load is applied, again wrenching on your bearing races.
Plain bearings will bind with the slightest of misalignments
So far we've talked exclusively about rolling-element bearings, but an important component of many mechanical systems is still solid bearings (some times called bushings). Usually made of bronze or low-friction plastic, these are classics of industry, with well made and lubricated ones bordering on being hydrodynamic bearings.
The down side is that they will bind with very small tolerances for misalignment. Even with lubrication, a slightly bendy frame can exert severe uneven loading forces on the bearing and squeeze the lubrication out. Hence, to use a plain bearing, adhering to the rules of structural rigidity and observing SVP is even more critical.
Plastic bushings have been much worse when it comes to binding than bronze/iron bushings, in my own experience. This is most likely due to the plastic being easily deformable, turning a mild misalignment into a huge friction-laden contact patch. As demonstrated in Step 12, one way to overcome this problem is to make the plastic bearing surface huge, like a full shaft diameter in width, and space them closely. Stiffer plastics like Delrin and PEEK also perform better than a softer plastic bushing material like nylon.
One option to partially mitigate this problem is using rubber-backed bushings which are self-aligning to a very small degree, literally: typically 3-5 degrees is the maximum. However, they are much more expensive than a typical unmounted bronze bushing: $3-4 each vs. about $1.
Rolling element bearings can tolerate some misalignment, but require more precision for use anyway
What this really mean is rolling element bearings fail more gracefully if misaligned. Because rolling friction is generally an order of magnitude less than sliding friction, a ball bearing can be accidentally misaligned, put under immense stress, and still roll and give the illusion of functionality. This may be enough for most applications, but bearing life will be extremely limited.
Unmounted ball bearings are hard to use because of their precision installation requirements. Generally, the bearing is press-fit into a mounting hole. Trouble is, the precision of this hole must often be within 0.001" (0.025mm). Too loose and the bearing is not retained, but too tight and it can compress the races and cause the bearing to degenerate into the slightly less useful case of a solid chunk of steel. For example, I typically use a boring head (example video) to make a precision hole down to the +/- 0.0005 range for bearing press fits.
Miniature mounted bearings are also difficult to find, as most products are big cast iron chunks for industry. It is possible to embed bearings in laser-cut or waterjet-cut pieces, though attention must be paid to the tolerances of the process (see Step 6) and a "fit gauge" must be made to determine which fit is proper. With this, however, you can make your own custom bearing flanges using any size bearing.
For example, Chibikart features quite a few bearing/bushing press fits, one of which uses flanged 1/2" bore bearings to support the steering kingpins (Images 10 & 11)
Flanged bearings are easy to install
Some bearings and bushings come with flanges or retaining rings on their outer races which makes it easy to press directly into a (suitably sized) hole to a known depth. If flanged bearings are used face-to-face, they can support axial (thrust, forces in the direction of the shaft) loads more reliably than bearings simply pressed into their housings.
In inch, common flanged bearings are denoted "FRx" where x is a number that is the bore of the bearing in multiple of 1/16". So, a FR8 bearing is a flanged 1/2" bore bearing. McMaster and VXB are two places which have plenty of flanged bearings (and bushings)
Wait... what's a bearing?
If you want to do some more reading on what kinds of bearings there are in the world, or why your bearing has a slew of letters after it (e.g. 6803-2RS) one good place to look is Gizmology.net's Notes on Ball Bearings, another excellent compilation of engineering knowledge.
Step 15: Attaching to Rotating Parts: Live Axles With Set Screws and Clamp Joints














One of the most difficult steps for new and inexperienced builders in completing mechanical assemblies is fixing things to shafts. Many mechanical creations are often caught in the awkward middle zone of fastening.
For small devices (like robots around 1 pound), set screws are usually the accepted method because the torques involved are so small, and drills & taps are inexpensive at the small sizes. Metric and Inch parts are often interchangeable because small bores can be fiddled with easily using said drills.
And for larger devices, industrial standards exist like shaft and keyway sizes, and pretty much and gear, sprocket, or shaft coupler you can buy will have a standard keyway furnished. This is the realm of wheelbarrow wheels, steel frames, and cast iron pillow blocks.
So there's 2 realms of "easy", but for the parts in the middle, life can be difficult. For example, 12mm is a common metric bore size, but it's not at all close to 1/2", and many products which 1/2" and smaller bores are furnished "plain", with no fastening features at all. You could go all-inch or all-metric, but maybe the exact size of widget needed to execute your design is only available in the other system. You'll have to cook up your own solution.
Keyways and Splines
In industry, there's two dominant methods of attaching things to shafts - the keyway and the spline. Splines give the best contact area and hence strength, but are difficult to attach anything to unless produced exactly for it. Keyways are substantially easier for the enterprising amateur to generate - keyway broaches are not that expensive, or you can use a Dremel tool with a boatload of patience and a grinding wheel. Or creatively make your own single point broach.
Roymech, my go-to for engineering advice, has an entire section on shaft design with some vocabulary at the bottom that is helpful to explore on your own time to understand all the different tactics in common use..
This section will instead focus on some dirty tricks reasonable workarounds if your device cannot use a keyed shaft (such as being an odd size or lacking access to equipment to make the keyway).
Pinning
One of the classic easy solutions is to drill straight through the shaft and pound in a roll pin or dowel pin. I have historically not been a fan of this solution because of its immobility (part can't be adjusted, at all) and adding a significant stress riser to the shaft in the form of a through-hole. My experience and picture record is therefore very limited in this method, and I will therefore not discuss it in depth here (Donations of pictures are welcome!)
Set Screw Don't Suck, Nobody Uses Them Right
An often heard aphorism in engineering is "set screws suck". The classic failure mode for a set screw is the screw digging a huge circular gouge around your shaft and the resulting ring of material guaranteeing that nothing can ever be removed again. There's two particular problems with set screws which makes them hard to use.
Set Screws Must Be Huge to Withstand Torque
One problem facing most industrial components like belts and pulleys is very undersized set screws, which are used directly by most people without additional fastening methods. The set screws are made on purpose very small because it is assumed they can handle very little torque anyway. But small set screws concentrate stress much more than larger ones, and this can make the gouging and embedding problem worse. See image 2 through 4 for an explanation using computer simulations.
I devised a typical round thing with a set screw, and a shaft with which to mate it. Two set screws models were used - a typical small set screw found on a part that size (#6 on a 3/8" bored part), and a much larger #10 screw with 50% more diameter which I would often drill out and thread myself. A 20 lbforce-in load was applied to the shaft with the component fixed in place (simulating driving the shaft with a motor) and the resultant stresses on the part visualized.
The simulations clearly show much higher contact stresses with the smaller set screw for the same load. This can easily cause local deformation of the material under the set screw, causing the joint to become loose (lose its preload). Then, back-and-forth cyclic loading and unloading will only make this gouge worse, causing it to degenerate even more over time!
Why have I simulated the set screw with a flat on the shaft? That's because...
Set Screws MUST Be Used With Flats or Dimples
A set screw pushing against a round shaft indeed has very limited power transmission potential. One common tactic is to grind or mill a flat (also called a detent) on the shaft of a width at least the set screw's contact diameter. Alternatively, a dimple can be drilled into the shaft to use the set screw partially as a pin, in shear. This method is not adjustable along the shaft (which could be a good thing, depending on the application), and a small set screw will once again be a very poor pin.
The tip of an average set screw is much smaller than the body thread - typically, it's "cup" or "point" shaped, which is supposed to allow it to dig strongly into a shaft. Problem is, when it does slip because it's still relying on surface deformations of the shaft, it will inevitably gouge up the shaft. One way I've used to get around this is to grind the point of the screw totally flat, such that it is almost as large in diameter as the thread. Fine-threaded set screws can approach the outer diameter more (Image 5). A secure set screw fit would be tightening this flatted tip against the flatted portion of the shaft.
The more the set screw contact diameter approaches the width of the flat, the more the whole setup approximates a D-shaft (Image 6), another shape used in industry commonly which is reliable. (Did you know that "1994 and newer Mustang" is a shaft shape?)
Image 7 is a picture of one of the large set screws used in my 30lb combat robot Uberclocker's main lifting arm setup. Images 8 through 10 depict more giant-set-screw creations of mine.
Note that set screws are used in industry, but just very conservatively due to their less predictable wear characteristics than keys and splines. A good article that has some rules of thumb for industrial set screw use in machines is here.
Common Set Screw Coupling Products
Luckily, we live in the age of maker-plenty. A few years ago I would have had to devise a custom set screw hub solution for many of my smaller robots, but these days set screw hubs can be freely purchased from the likes of Pololu and Servocity (who seems to have an entire quick building system available), among others. These are likely most useful for your average sumo-bot, design contest bot, 3D printer, or bouncy hexapod. Or a very bizzare Arduino case.
For larger systems, though, such solutions are not yet freely available, and due to the availability of industrial drive products, may not be warranted except for custom solutions.
Clamp Hubs and Shaft Collars
If point-forces and focused stresses aren't your thing, another method is to use a circular clamp type attachment. I've historically used this most to couple shafts of different diameters together, but it can also be used for gears, pulleys, etc. with slit bores that can be squeezed. In fact, a very popular precision power transmission component hub style is "clamp hub".
One of my favorite recent development is the mounting-flange shaft collar. An example is in image 13. These are literally shaft collars which have tapped holes in a circle. I've used these extensively to adapt larger linkages like Chibikart's steering linkage to shafts, and I'm thrilled they exist.
Unfortunately they only come in "large", meaning 1/2" and up. The real flange type is also very expensive - a cheaper type is the "face mount" kind,, which is a little suboptimal in terms of hole placement but still useful. The hole style is a #10 counterbore, but with a 1/4"-20 thread. The reasoning being you can use it as a #10 through-hole (threads in your part) and have a flush face with a standard socket cap screw, or use the 1/4"-20 threads instead.
On these, it's important to tighten the flange holes after tightening the collar, because otherwise the friction of the flange holes would prevent the collar from tightening properly. The flange holes in your part would also need to be a loose oversize fit in order to account for the small amount of radial motion the holes will go through once the collar is tightened. The "real flange" avoids these problems by having the clamping portion separate from the mounting circle.
You can generate your own face mount style collars from inexpensive one- and two-piece clamping shaft collars by drilling into the sides, to get odd or metric sizes.
These funky shaft collars are available on McMaster, along with many dozens of other types of shaft collars. Be imaginative!
For your small implements, ServoCity has many clamp type hubs and collars too.
For small devices (like robots around 1 pound), set screws are usually the accepted method because the torques involved are so small, and drills & taps are inexpensive at the small sizes. Metric and Inch parts are often interchangeable because small bores can be fiddled with easily using said drills.
And for larger devices, industrial standards exist like shaft and keyway sizes, and pretty much and gear, sprocket, or shaft coupler you can buy will have a standard keyway furnished. This is the realm of wheelbarrow wheels, steel frames, and cast iron pillow blocks.
So there's 2 realms of "easy", but for the parts in the middle, life can be difficult. For example, 12mm is a common metric bore size, but it's not at all close to 1/2", and many products which 1/2" and smaller bores are furnished "plain", with no fastening features at all. You could go all-inch or all-metric, but maybe the exact size of widget needed to execute your design is only available in the other system. You'll have to cook up your own solution.
Keyways and Splines
In industry, there's two dominant methods of attaching things to shafts - the keyway and the spline. Splines give the best contact area and hence strength, but are difficult to attach anything to unless produced exactly for it. Keyways are substantially easier for the enterprising amateur to generate - keyway broaches are not that expensive, or you can use a Dremel tool with a boatload of patience and a grinding wheel. Or creatively make your own single point broach.
Roymech, my go-to for engineering advice, has an entire section on shaft design with some vocabulary at the bottom that is helpful to explore on your own time to understand all the different tactics in common use..
This section will instead focus on some dirty tricks reasonable workarounds if your device cannot use a keyed shaft (such as being an odd size or lacking access to equipment to make the keyway).
Pinning
One of the classic easy solutions is to drill straight through the shaft and pound in a roll pin or dowel pin. I have historically not been a fan of this solution because of its immobility (part can't be adjusted, at all) and adding a significant stress riser to the shaft in the form of a through-hole. My experience and picture record is therefore very limited in this method, and I will therefore not discuss it in depth here (Donations of pictures are welcome!)
Set Screw Don't Suck, Nobody Uses Them Right
An often heard aphorism in engineering is "set screws suck". The classic failure mode for a set screw is the screw digging a huge circular gouge around your shaft and the resulting ring of material guaranteeing that nothing can ever be removed again. There's two particular problems with set screws which makes them hard to use.
Set Screws Must Be Huge to Withstand Torque
One problem facing most industrial components like belts and pulleys is very undersized set screws, which are used directly by most people without additional fastening methods. The set screws are made on purpose very small because it is assumed they can handle very little torque anyway. But small set screws concentrate stress much more than larger ones, and this can make the gouging and embedding problem worse. See image 2 through 4 for an explanation using computer simulations.
I devised a typical round thing with a set screw, and a shaft with which to mate it. Two set screws models were used - a typical small set screw found on a part that size (#6 on a 3/8" bored part), and a much larger #10 screw with 50% more diameter which I would often drill out and thread myself. A 20 lbforce-in load was applied to the shaft with the component fixed in place (simulating driving the shaft with a motor) and the resultant stresses on the part visualized.
The simulations clearly show much higher contact stresses with the smaller set screw for the same load. This can easily cause local deformation of the material under the set screw, causing the joint to become loose (lose its preload). Then, back-and-forth cyclic loading and unloading will only make this gouge worse, causing it to degenerate even more over time!
Why have I simulated the set screw with a flat on the shaft? That's because...
Set Screws MUST Be Used With Flats or Dimples
A set screw pushing against a round shaft indeed has very limited power transmission potential. One common tactic is to grind or mill a flat (also called a detent) on the shaft of a width at least the set screw's contact diameter. Alternatively, a dimple can be drilled into the shaft to use the set screw partially as a pin, in shear. This method is not adjustable along the shaft (which could be a good thing, depending on the application), and a small set screw will once again be a very poor pin.
The tip of an average set screw is much smaller than the body thread - typically, it's "cup" or "point" shaped, which is supposed to allow it to dig strongly into a shaft. Problem is, when it does slip because it's still relying on surface deformations of the shaft, it will inevitably gouge up the shaft. One way I've used to get around this is to grind the point of the screw totally flat, such that it is almost as large in diameter as the thread. Fine-threaded set screws can approach the outer diameter more (Image 5). A secure set screw fit would be tightening this flatted tip against the flatted portion of the shaft.
The more the set screw contact diameter approaches the width of the flat, the more the whole setup approximates a D-shaft (Image 6), another shape used in industry commonly which is reliable. (Did you know that "1994 and newer Mustang" is a shaft shape?)
Image 7 is a picture of one of the large set screws used in my 30lb combat robot Uberclocker's main lifting arm setup. Images 8 through 10 depict more giant-set-screw creations of mine.
Note that set screws are used in industry, but just very conservatively due to their less predictable wear characteristics than keys and splines. A good article that has some rules of thumb for industrial set screw use in machines is here.
Common Set Screw Coupling Products
Luckily, we live in the age of maker-plenty. A few years ago I would have had to devise a custom set screw hub solution for many of my smaller robots, but these days set screw hubs can be freely purchased from the likes of Pololu and Servocity (who seems to have an entire quick building system available), among others. These are likely most useful for your average sumo-bot, design contest bot, 3D printer, or bouncy hexapod. Or a very bizzare Arduino case.
For larger systems, though, such solutions are not yet freely available, and due to the availability of industrial drive products, may not be warranted except for custom solutions.
Clamp Hubs and Shaft Collars
If point-forces and focused stresses aren't your thing, another method is to use a circular clamp type attachment. I've historically used this most to couple shafts of different diameters together, but it can also be used for gears, pulleys, etc. with slit bores that can be squeezed. In fact, a very popular precision power transmission component hub style is "clamp hub".
One of my favorite recent development is the mounting-flange shaft collar. An example is in image 13. These are literally shaft collars which have tapped holes in a circle. I've used these extensively to adapt larger linkages like Chibikart's steering linkage to shafts, and I'm thrilled they exist.
Unfortunately they only come in "large", meaning 1/2" and up. The real flange type is also very expensive - a cheaper type is the "face mount" kind,, which is a little suboptimal in terms of hole placement but still useful. The hole style is a #10 counterbore, but with a 1/4"-20 thread. The reasoning being you can use it as a #10 through-hole (threads in your part) and have a flush face with a standard socket cap screw, or use the 1/4"-20 threads instead.
On these, it's important to tighten the flange holes after tightening the collar, because otherwise the friction of the flange holes would prevent the collar from tightening properly. The flange holes in your part would also need to be a loose oversize fit in order to account for the small amount of radial motion the holes will go through once the collar is tightened. The "real flange" avoids these problems by having the clamping portion separate from the mounting circle.
You can generate your own face mount style collars from inexpensive one- and two-piece clamping shaft collars by drilling into the sides, to get odd or metric sizes.
These funky shaft collars are available on McMaster, along with many dozens of other types of shaft collars. Be imaginative!
For your small implements, ServoCity has many clamp type hubs and collars too.
Step 16: Attaching to Rotating Parts: Dead Axles and Custom Bolt Circles







Mating parts to eachother on dead axles can be a harder endeavor because you most often need a machine tool to do it well. The diameters being worked with are larger, and you don't get to fudge it with off-size drill bits. This section will focus on ways of arranging things in a circle while maintaining some semblance of alignment.
Pick your parts so they have can have a common shaft denominator
One of the only ways I was able to make dead-shaft setup remotely concentric (in the days before freely flowing chips from milling machines) was to make sure the parts could be drilled out, shimmed up, or otherwise modified to hit the same shaft diameter. Then, the shaft was used as the alignment feature while holes were drilled and screws inserted sequentially (to lock that mounting location in-place). If multiple holes are drilled at once, chances are the part would shift between the operations and the holes would no longer align. Liberal use of bronze and plastic bushings to adapt bores was also common.
Approximating metric with inch helped to solve many of the fastening problems I experienced. The scooter power systems guide actually has more "random mechanical hack" tricks, so I won't duplicate them here.
Using printed templates
Yes, this works! Creating a 1:1 scale drawing of the part with the desired hole pattern and lay it over the part, using a circular boss or shaft as an alignment guide. Center punch all of the needed locations, remove the template, and drill accordingly. Make absolutely sure the template is printed 1:1 scale, or that you're at least consistent between parts.
The first 3 images show this process being done to some 6" industrial caster wheels that my 2006 FIRST competition robot used. The sprockets were purchased stock AndyMark parts, and the profile was generated using Autodesk Inventor (for at the time, McMaster-Carr didn't have downloadable sprocket CAD files!)
With scrupulous alignment and using many bolts (6 or more), these nearly-freehanded sprockets were more concentric to our wheels than the wheel's own bearings were to its shaft - being an industrial caster, precision was not high on the list of priorities when they were made.
Using one part to template the other
It's often the case that one of your parts already has a pattern of holes that is useful. In this case, it's substantially easier to go to town with standoffs and spacers. Assuming the mating part has been shimmed up to a common shaft diameter and the two parts aligned with said shaft, then you can literally drill straight down using the hole-y part as a template. There's two common ways I've used this:
In the days of easy RP tool access, you can make, or have made, flat drilling or punching templates for your parts. These can be made of a structure material to use directly with one of the parts, in which case it's pretty much an adaptor plate. Templates do not have to be exclusively used for alignment - they can be used in the final assembly after modification.
For instance images 6 and 7 are taken from the Chibikart instructable and show the process of using the round disc as a drilling alignment feature, where it fits tightly over the wheel's bearing sleeve, and then filing the piece out to act as a hub adapter. That entire section of Chibikart is actually quite relevant to this step, so it's worth a read on its own.
Pick your parts so they have can have a common shaft denominator
One of the only ways I was able to make dead-shaft setup remotely concentric (in the days before freely flowing chips from milling machines) was to make sure the parts could be drilled out, shimmed up, or otherwise modified to hit the same shaft diameter. Then, the shaft was used as the alignment feature while holes were drilled and screws inserted sequentially (to lock that mounting location in-place). If multiple holes are drilled at once, chances are the part would shift between the operations and the holes would no longer align. Liberal use of bronze and plastic bushings to adapt bores was also common.
Approximating metric with inch helped to solve many of the fastening problems I experienced. The scooter power systems guide actually has more "random mechanical hack" tricks, so I won't duplicate them here.
Using printed templates
Yes, this works! Creating a 1:1 scale drawing of the part with the desired hole pattern and lay it over the part, using a circular boss or shaft as an alignment guide. Center punch all of the needed locations, remove the template, and drill accordingly. Make absolutely sure the template is printed 1:1 scale, or that you're at least consistent between parts.
The first 3 images show this process being done to some 6" industrial caster wheels that my 2006 FIRST competition robot used. The sprockets were purchased stock AndyMark parts, and the profile was generated using Autodesk Inventor (for at the time, McMaster-Carr didn't have downloadable sprocket CAD files!)
With scrupulous alignment and using many bolts (6 or more), these nearly-freehanded sprockets were more concentric to our wheels than the wheel's own bearings were to its shaft - being an industrial caster, precision was not high on the list of priorities when they were made.
Using one part to template the other
It's often the case that one of your parts already has a pattern of holes that is useful. In this case, it's substantially easier to go to town with standoffs and spacers. Assuming the mating part has been shimmed up to a common shaft diameter and the two parts aligned with said shaft, then you can literally drill straight down using the hole-y part as a template. There's two common ways I've used this:
- "Dimpling" all the holes before removing the part-to-be-drilled and drilling the holes all separately. This is best done if you at least have a drill press so the holes can be perpendicular.
- Drilling one hole fully, bolting (or threading & fastening) it, then drilling another hole. The incremental placement of fasteners keeps the parts from shifting, as warned about previously.
In the days of easy RP tool access, you can make, or have made, flat drilling or punching templates for your parts. These can be made of a structure material to use directly with one of the parts, in which case it's pretty much an adaptor plate. Templates do not have to be exclusively used for alignment - they can be used in the final assembly after modification.
For instance images 6 and 7 are taken from the Chibikart instructable and show the process of using the round disc as a drilling alignment feature, where it fits tightly over the wheel's bearing sleeve, and then filing the piece out to act as a hub adapter. That entire section of Chibikart is actually quite relevant to this step, so it's worth a read on its own.
Step 17: Attaching to Rotating Parts: Non-Round Hubs and Axles









Round shafts are overrated. They're all smooth and have no protuberances or interesting features to transmit power through! In this section, I'll focus on using weird polygons as shafts, focusing on hex shafts because of their availability.
Hex shafts are like crude splines
The idea of a mechanical spline is to be able to quickly mate the parts together without tightening something or adding hardware to the shaft. Splines are also used to transmit both linear and rotational motion, such as for telescoping shafts. Hex shafts are basically glorified hex stock, a common form to find metals in, and is essentially a very shallow-walled spline.
The versatility of a hex shaft comes with the ability to just throw things with hex bores onto it and not worry about the exact medium of power transmission - the vertices of the hex take care of it, while you only have to be concerned with axial alignment. Couple this with retaining rings or hex-bore shaft collars.
Alternatively, a popular tactic is to double-support the shaft and then design all the elements that fit onto it to be exactly the length of the shaft, minus a little bit for sliding clearance - spacers are used to take up the excess length on the shaft.
Hex bore components are getting more popular with manufacturers
The rise of robotic sports and businesses catering to them has meant that you can find power transmission products that already have hex bores. Otherwise, the only option to use a shaped bore is to use a polygonal broach (Image 7), which is extremely expensive (and tends to be 3 feet long in large sizes), which lessens its appeal. To use this method is one exercise in designing around available parts.
Right now, the best source for hex bore anything is parts houses that deal with FIRST Robotics. FIRST prizes hex bores because of the aforementioned advantages in speed of assembly, since the build periods are so short. Examples are AndyMark, Vex Robotics, and West Coast Products.
Hex shafts will most likely need custom machining
Generally, the ends of hex shafts are turned down to the flat-to-flat dimension to create a circular region for interfacing to other parts, especially bearings. Unless, of course, you buy hex bore bearings and bushings.
Corner Passes on Hex Bores
If you plan on 2D-machining (water-laser-router-jet) a hex bore, then you must remember that the tools are not infinitely sharp and the vertices of the hex will be rounded. Unless you want to be stuck filing out your hex bore, you should remember to add corner passes, discussed in section 2.
Image 8 shows a typical "circle on the corner" corner pass. This type is the easiest to model, but bear in mind the circle diameter has to be bigger than the anticipated tool diameter, or the machine instruction generator might just skip over it. Other methods making a radial slot outwards at the vertex or just making the hex larger than nominal shaft dimension (but this method can introduce substantial angular slop!)
Broaching is immune to this problem because the outside of the broach can be planar ground to be a true sharp angle.
Hex shafts are like crude splines
The idea of a mechanical spline is to be able to quickly mate the parts together without tightening something or adding hardware to the shaft. Splines are also used to transmit both linear and rotational motion, such as for telescoping shafts. Hex shafts are basically glorified hex stock, a common form to find metals in, and is essentially a very shallow-walled spline.
The versatility of a hex shaft comes with the ability to just throw things with hex bores onto it and not worry about the exact medium of power transmission - the vertices of the hex take care of it, while you only have to be concerned with axial alignment. Couple this with retaining rings or hex-bore shaft collars.
Alternatively, a popular tactic is to double-support the shaft and then design all the elements that fit onto it to be exactly the length of the shaft, minus a little bit for sliding clearance - spacers are used to take up the excess length on the shaft.
Hex bore components are getting more popular with manufacturers
The rise of robotic sports and businesses catering to them has meant that you can find power transmission products that already have hex bores. Otherwise, the only option to use a shaped bore is to use a polygonal broach (Image 7), which is extremely expensive (and tends to be 3 feet long in large sizes), which lessens its appeal. To use this method is one exercise in designing around available parts.
Right now, the best source for hex bore anything is parts houses that deal with FIRST Robotics. FIRST prizes hex bores because of the aforementioned advantages in speed of assembly, since the build periods are so short. Examples are AndyMark, Vex Robotics, and West Coast Products.
Hex shafts will most likely need custom machining
Generally, the ends of hex shafts are turned down to the flat-to-flat dimension to create a circular region for interfacing to other parts, especially bearings. Unless, of course, you buy hex bore bearings and bushings.
Corner Passes on Hex Bores
If you plan on 2D-machining (water-laser-router-jet) a hex bore, then you must remember that the tools are not infinitely sharp and the vertices of the hex will be rounded. Unless you want to be stuck filing out your hex bore, you should remember to add corner passes, discussed in section 2.
Image 8 shows a typical "circle on the corner" corner pass. This type is the easiest to model, but bear in mind the circle diameter has to be bigger than the anticipated tool diameter, or the machine instruction generator might just skip over it. Other methods making a radial slot outwards at the vertex or just making the hex larger than nominal shaft dimension (but this method can introduce substantial angular slop!)
Broaching is immune to this problem because the outside of the broach can be planar ground to be a true sharp angle.
Step 18: Planar Linkages, and When You Can Use Mostly Tightened Nuts





It's time for me to create an exception for one of the big three rules I set out at the beginning. Under certain circumstances, you can use a mostly-tightened nut to make flat linkages.
This is one area which I have not personally built anything, so all the illustrated examples will be from others, but it's a tactic that is commonly attempted enough that I think addressing it is important.
Use prevailing-torque nuts
Also just called "locknuts", these nuts have a bit of deformed thread or a big chunk of nylon plastic in them which tightly grips the thread. These cannot be spun on a screw with your finger - generally, at least a wrench or set of pliers is needed, and a driver bit for the matching screw. The idea is you can tighten the nut to a very well known degree and have them stay there. If the mechanism needs less slop, you can tighten the nut a controlled amount.
Use back-to-back nuts
Called "jam nuts", or literally 2 nuts tightened against each other, this method is less reliable for setting an exact tension but is handy for when you do not have locknuts available. A dab of threadlocking compound before tightening helps give the threads some extra friction.
Use washers with the nuts, preferably plastic ones.
The washer helps to add a small amount of spring compliance to the joint, and also acts as a bearing surface. It helps prevent the material from torquing on the nut or screw directly and causing it to unpredictably tighten or loosen. Plastic washers give bearing properties as well as more compliance than bronze washers.
Make the mating faces wide
In a typical unsupported planar linkage, the two links are basically braced against eachother. Making them wider not only adds rigidity in flexing, but the wider faces have more leverage against the flexural forces. They are less likely to twist and bind. Lubricating the faces, or using a bearing washer between, also helps.
There's another cheap way of making a planar linkage which involves pop rivets (blind rivets) that is popular with small mechanisms (like on 2.007 robots!):
Paper shimmed rivet linkages
This method uses a pop rivet as the hinging mechanism, since they're easy to install. Insert a small piece of paper or other very thin and sturdy material into the space between the two links, and apply the rivet. Normally the rivet would tightly clamp the parts together, but with the shim in, there is a small gap on the order of thousandths of an inch.
After the rivet is installed, slip the paper shim back out. The artificially installed slop allows the linkage to move freely. This method does not allow for much post-installation slop tuning, but is fine for prototyped mechanisms or things that are only carrying light loads.
The example picture of the 2.007 robots (Images 3 and 4) show locations where this method was used.
This is one area which I have not personally built anything, so all the illustrated examples will be from others, but it's a tactic that is commonly attempted enough that I think addressing it is important.
Use prevailing-torque nuts
Also just called "locknuts", these nuts have a bit of deformed thread or a big chunk of nylon plastic in them which tightly grips the thread. These cannot be spun on a screw with your finger - generally, at least a wrench or set of pliers is needed, and a driver bit for the matching screw. The idea is you can tighten the nut to a very well known degree and have them stay there. If the mechanism needs less slop, you can tighten the nut a controlled amount.
Use back-to-back nuts
Called "jam nuts", or literally 2 nuts tightened against each other, this method is less reliable for setting an exact tension but is handy for when you do not have locknuts available. A dab of threadlocking compound before tightening helps give the threads some extra friction.
Use washers with the nuts, preferably plastic ones.
The washer helps to add a small amount of spring compliance to the joint, and also acts as a bearing surface. It helps prevent the material from torquing on the nut or screw directly and causing it to unpredictably tighten or loosen. Plastic washers give bearing properties as well as more compliance than bronze washers.
Make the mating faces wide
In a typical unsupported planar linkage, the two links are basically braced against eachother. Making them wider not only adds rigidity in flexing, but the wider faces have more leverage against the flexural forces. They are less likely to twist and bind. Lubricating the faces, or using a bearing washer between, also helps.
There's another cheap way of making a planar linkage which involves pop rivets (blind rivets) that is popular with small mechanisms (like on 2.007 robots!):
Paper shimmed rivet linkages
This method uses a pop rivet as the hinging mechanism, since they're easy to install. Insert a small piece of paper or other very thin and sturdy material into the space between the two links, and apply the rivet. Normally the rivet would tightly clamp the parts together, but with the shim in, there is a small gap on the order of thousandths of an inch.
After the rivet is installed, slip the paper shim back out. The artificially installed slop allows the linkage to move freely. This method does not allow for much post-installation slop tuning, but is fine for prototyped mechanisms or things that are only carrying light loads.
The example picture of the 2.007 robots (Images 3 and 4) show locations where this method was used.
Step 19: Final Discussions

Welcome to the end of another Charles Doesn't Tell You How to Build Anything Instructable! If you've made it this far, and assuming you didn't just skip to the end, I hope you've picked up sufficient insight on the nature of mechanical things to finish your ongoing project or start new ones. This has been a veritable brain-dump of information, as I'm prone to doing, so don't worry if you can't take it all in at once. The wonder of the Internet is that you can usually keep coming back to it if you need a refresher on something.
I'm also going to keep coming back to it. Like my other "guide" style instructables, this will be updated as I get new information or discover something else that is useful. Despite being published, this will be a work-in-progress. If you have a clever mechanism of method of assembly, feel free to send me clear pictures showing it. More examples of variations will always help cement a concept.
As you digest the volumes of random mechanical hacks and tricks, please keep in mind what this guide was intended to do and be:
At the end of every Instructable, I try to include a pile of links to waste your time on the Internet discovering all the things it's full of. I think I've done this extensively enough in the other two instructables, so I'll crosslink here.
There are some links which are the most relevant to this specific Instructable, though.
Credits
If you see your image on here without a credit and would like one, or like it removed, drop me a line and I'll accommodate. Again, if you have pictures of something cool that you've built, or a fresh new twist on some construction method, I'll totally put it in one of the steps.
I'm also going to keep coming back to it. Like my other "guide" style instructables, this will be updated as I get new information or discover something else that is useful. Despite being published, this will be a work-in-progress. If you have a clever mechanism of method of assembly, feel free to send me clear pictures showing it. More examples of variations will always help cement a concept.
As you digest the volumes of random mechanical hacks and tricks, please keep in mind what this guide was intended to do and be:
- Present the general idea of why something is done. The reason that the topics are all general and why I try to avoid using hard numbers and dissecting an example in-depth is precisely because they are meant to be techniques to be applied creatively to your own problem. I try to include many different builds and projects in the interest of making the possible solution set diverse - all of them have slight differences in how a problem is approached, and the process of understanding why helps you formulate solutions and vet them more quickly.
- Not be an encyclopedia or sourcebook. This instructable is clearly not exhaustive. It in fact misses on some very trivial and basic methods of putting things together, but that's because the expectation is that you already know them or will pick them up first. I also explicitly do not define every technical term used out of brevity and the assumption that you're capable of doing some research independently if there is a mysterious engineering word. Consider it an intermediate-level reading that assumes some fundamentals knowledge.
- To discourage copying and pasting! No matter how tight your deadline, copying and pasting someone elses work, especially from just a picture, usually ends in disaster. This is because there is always a loss of information going from original creator to second-level copy. The designer has many hours of thinking and trying and testing in the final product which is not captured by your knock-off, and you're more likely than not going to miss out on critical but subtle detail. Inevitably you will have to go through the process yourself, and then finally understand what was involved in creating the original. My hope is that the resources presented in this Instructable will help you avoid copy & paste syndrome by providing enough understanding into mechanisms and structures that you can design independently.
At the end of every Instructable, I try to include a pile of links to waste your time on the Internet discovering all the things it's full of. I think I've done this extensively enough in the other two instructables, so I'll crosslink here.
There are some links which are the most relevant to this specific Instructable, though.
- Fundamentals of Design, the freely available and very colorful "textbook" for many MIT Mechanical Engineering courses, and a great reference if you want the hard math and equations behind the principles I only touched on briefly.
- The Engineering Toolbox, a useful but slightly ad-heavy site which has common equations and calculators for things like beam deformation, belt strength, properties of materials, and a load of other stuff.
- a Drill and Tap chart for sizing your fastener holes.
- RoyMech, a great reference site that was cited many times in this guide, put together by presumably a crazy British mechanical engineer named Roy.
- Gizmology's Lair is another wonderfully helpful general-education kind of site regarding mechanical engineering. The "Notes on..." series are great primers to several topics such as nuts and bolts and chain drives, etc. including many things I didn't cover at all.
- McMaster-Carr makes it into every instructable I write for some reason. Not only do they have a great visual search engine for many common parts, but also short explanations of what they do and how to use them. That's service. On top of that, downloadable CAD models for many common parts like every screw ever.
- Big Blue Saw and Shapeways, the companies I point at when somebody asks "But I don't have a laser cutter, waterjet, or 3D printer..."
Credits
If you see your image on here without a credit and would like one, or like it removed, drop me a line and I'll accommodate. Again, if you have pictures of something cool that you've built, or a fresh new twist on some construction method, I'll totally put it in one of the steps.

{kind=link}
{kind=link}
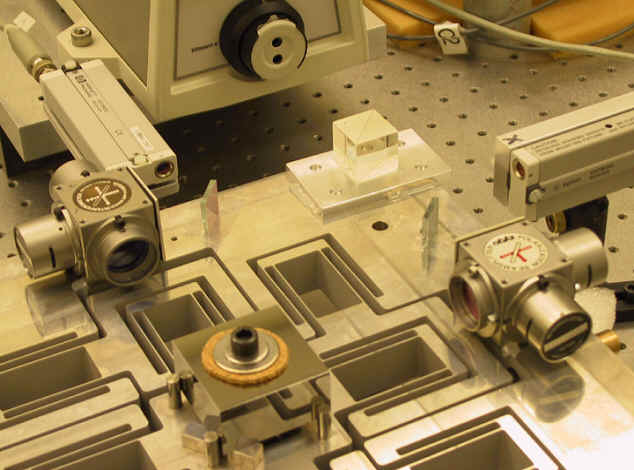{kind=link}
{kind=link}